|
|
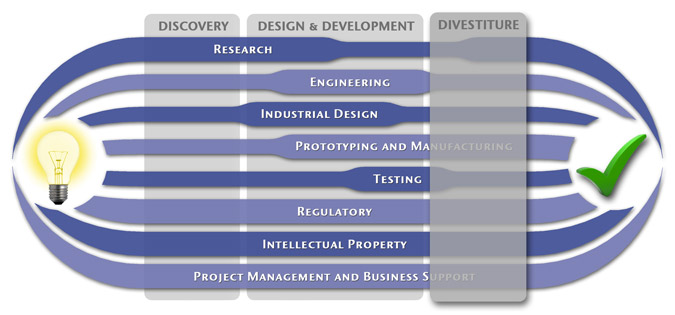
 At MedSpark, we prefer to have you as involved in the product design and development process as you're comfortable with. A key component to
successfully co-innovating includes us providing you with enough knowledge about various aspects of the process to enable you to make educated
decisions. If you're new to the world of product design and development, there's a specialized set of terminology that may be unfamiliar
to you; we have provided this Technical Glossary as a resource to assist you with acquiring some of that knowledge.
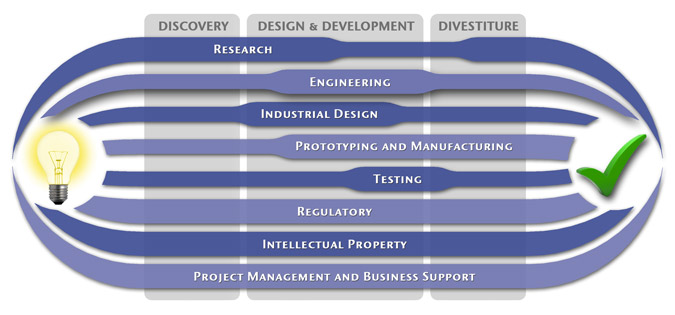
At MedSpark, we prefer to have you as involved in the product design and development process as you're comfortable with. A key component to
successfully co-innovating includes us providing you with enough knowledge about various aspects of the process to enable you to make educated
decisions. If you're new to the world of product design and development, there's a specialized set of terminology that may be unfamiliar
to you; we have provided this Technical Glossary as a resource to assist you with acquiring some of that knowledge.
When specialized terminology is used throughout our website (look for ),
hovering over the term will pop up a small definition window. This glossary is continually evolving, and is by no means comprehensive.
If you have a question that is not answered here, feel free to contact us.
MedSpark Technical Glossary
Activity Centered Design (ACD)
  |
An approach to interaction design that doesn't focus on the goals and preferences of the user, but on the activity a user would perform with a given piece of technology. When working with activity-centered design, the designers use research to get insights of the users. Observations and interviews are typical approaches to learn more about the users behavior. By mapping users' activities and tasks the designer may notice missing tasks for the activity to become more easy to perform, and thus design solutions to accomplish those tasks. |
Additive Manufacturing (3D printing)
  |
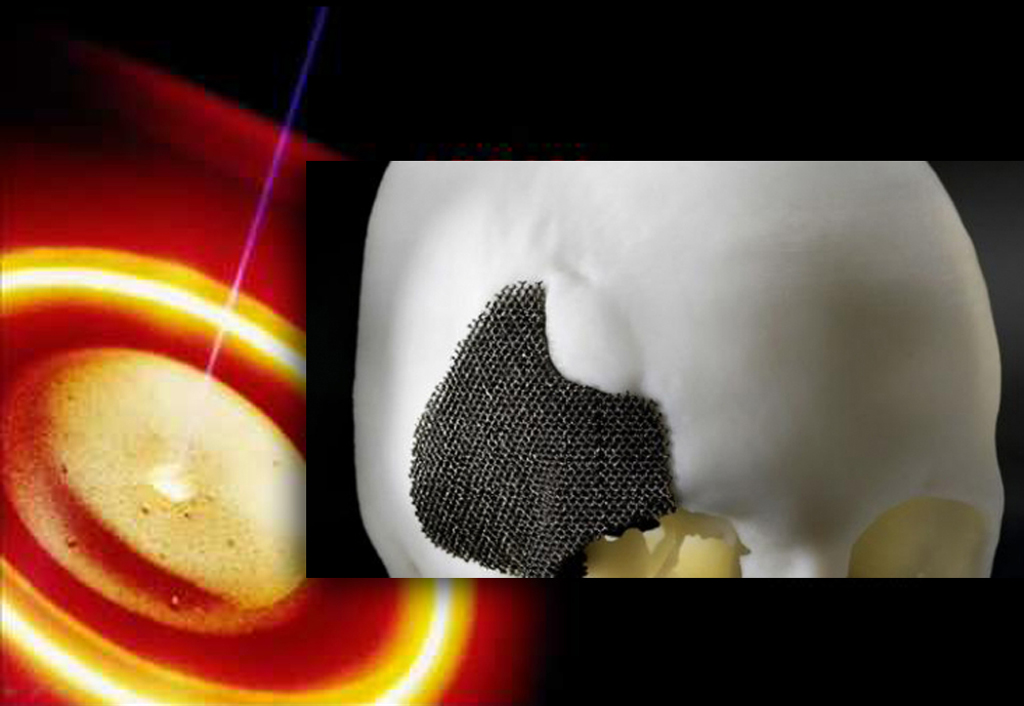
A type of rapid prototyping also known as 3D printing, is a process of making three dimensional solid objects from a digital file by laying down successive layers of material (e.g. plastic or metal). Virtual models created via computer aided design (CAD) are transformed into thin, virtual, horizontal cross-sections with specialized software, and then built in layers in a machine until the real model is complete. 3D printing is considered distinct from traditional manufacturing techniques (subtractive processes) which typically rely on the removal of material by milling, turning, drilling, cutting, etc.
Types of additive manufacturing:- Selective Laser Sintering (SLS)
- Direct Metal Laser Sintering (DMLS)
- Fused Deposition Modeling (FDM)
- Stereolithography (SLA)
- Laminated Object Manufacturing (LOM)
- Electron Beam Melting (EBM)
- Powder Bed and Inkjet Head 3D Printing
- Plaster-Based 3D Printing (PP)
|
Anodization
  |
An electrolytic passivation process used to increase the thickness of the natural oxide layer on the surface of metal parts (e.g. aluminum and titanium). The process is called "anodizing" because the part to be treated forms the anode electrode of an electrical circuit. Anodizing increases corrosion resistance and wear resistance. Anodic films can also be used for a number of cosmetic effects and/or to prevent galling of threaded or moving components. Type I anodization utilizing Chromic acid produces thinner, 0.5 μm to 18 μm (0.00002" to 0.0007") more opaque films that are softer, ductile, and to a degree self-healing. Sulpheric acid is utilized for Type II and Type III anodization. Coatings of moderate thickness 1.8 μm to 25 μm (0.00007" to 0.001") are known as Type II, while coatings thicker than 25 μm (0.001") are known as Type III, hardcoat, hard anodizing, or engineered anodizing. |
Anthropometry
 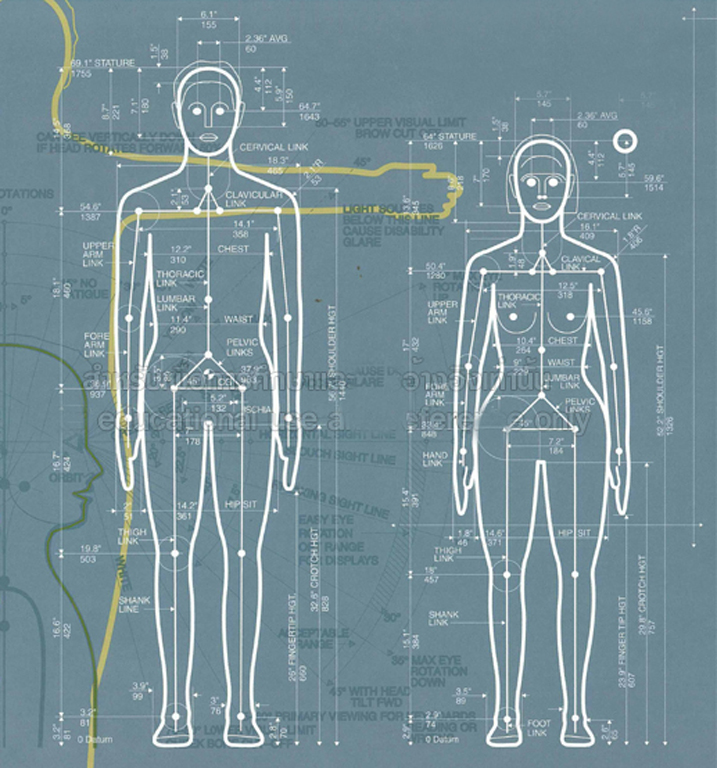 |
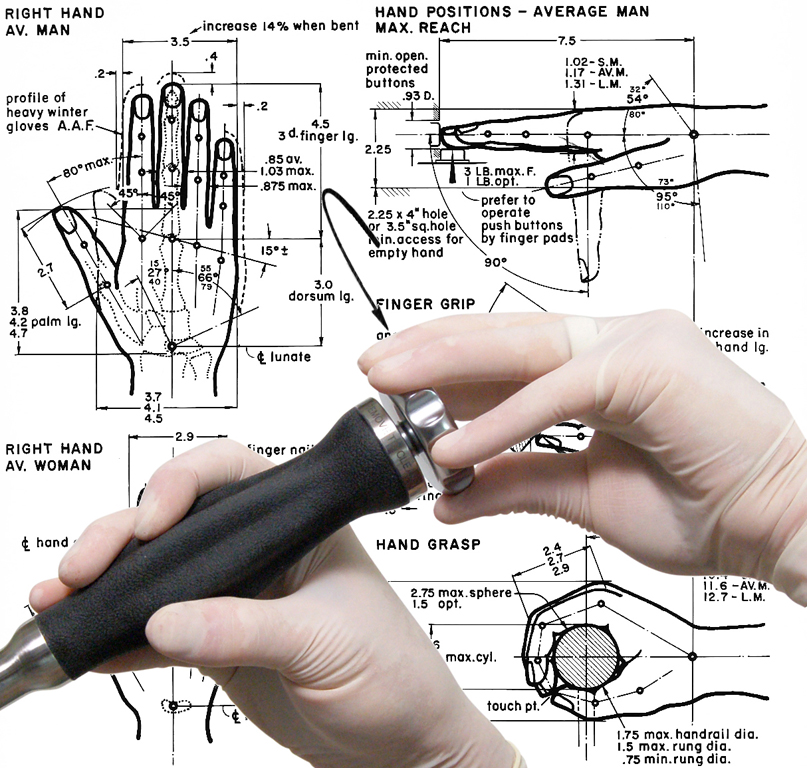
Refers to the measurement of the human individual. Anthropometry plays an important role in industrial design, clothing design, and ergonomics where statistical data about the distribution of body dimensions in the population are used to optimize products. Changes in life styles, nutrition and ethnic composition of populations lead to changes in the distribution of body dimensions (e.g. the obesity epidemic), and require regular updating of anthropometric data collections. Today anthropometry can be performed with three-dimensional scanners. A global collaborative study to examine the uses of three-dimensional scanners for health care was launched in March 2007. The Body Benchmark Study will investigate the use of three-dimensional scanners to calculate volumes and segmental volumes of an individual body scan. Anthropometric measurements also have uses in medical anthropology and epidemiology, for example in helping to determine the relationship between various body measurements (height, weight, percentage body fat, etc.) and medical outcomes. Anthropometric measurements are frequently used to diagnose malnutrition in resource-poor clinical settings. |
Applied Mechanics
  |
A branch of the physical sciences and the practical application of mechanics, also known as Engineering Mechanics. Applied mechanics examines the response of bodies (solids and fluids) or systems of bodies to external forces. Some examples of mechanical systems include the flow of a liquid under pressure, the fracture of a solid from an applied force, or the vibration of an ear in response to sound. A practitioner of the discipline is known as a mechanician. Applied mechanics, as its name suggests, bridges the gap between physical theory and its application to technology. As such, applied mechanics is used in many fields of engineering, especially mechanical engineering. Much of modern engineering mechanics is based on Isaac Newton's laws of motion while the modern practice of their application can be traced back to Stephen Timoshenko, who is said to be the father of modern engineering mechanics. Typically, engineering mechanics is used to analyze and predict the acceleration and deformation (both elastic and plastic) of objects under known forces (also called loads) or stresses. |
Autoclave Sterilization
  |
An autoclave is a device used to sterilize medical equipment and supplies by subjecting them to high pressure saturated steam at 275°F (135°C) for around 15-30 minutes depending on the size of the load and the contents. Most reusable medical devices are autoclave sterilized prior to each use, exposing the device's materials to extreme environmental conditions. Therefore, combined with short-term biocompatibility requirements, careful material selection is extremely important for reusable medical devices to ensure the product's success. |
Bill of Materials (BOM)
  |
A list of the raw materials, sub-assemblies, intermediate assemblies, sub-components, components, parts, vendors, and the quantities of each needed to manufacture an end product. A bill of materials links component pieces to a major assembly and each assembly or sub-assembly into its component parts. BOMs are hierarchical in nature with the top level representing the finished product which may be a sub-assembly or a completed item. A BOM can define products as they are designed (engineering bill of materials), as they are ordered (sales bill of materials), as they are built (manufacturing bill of materials), or as they are maintained (service bill of materials). |
Biocompatibility
  |
Related to the behavior of biomaterials with respect to how they interact with the human body and eventually how those interactions determine the clinical success of a medical device (such as a pacemaker, hip replacement or stent). Biocompatibility does not necessarily require that a particular material be positively bioactive, but it must not have toxic or injurious effects on biological systems (either locally or systematically). Biocompatible materials may be rated as compatible for either long-term or short-term implantable devices, with the latter having specific time limits, from hours to days that the material may be left implanted in or in contact with the patient. |
Biomechanics
 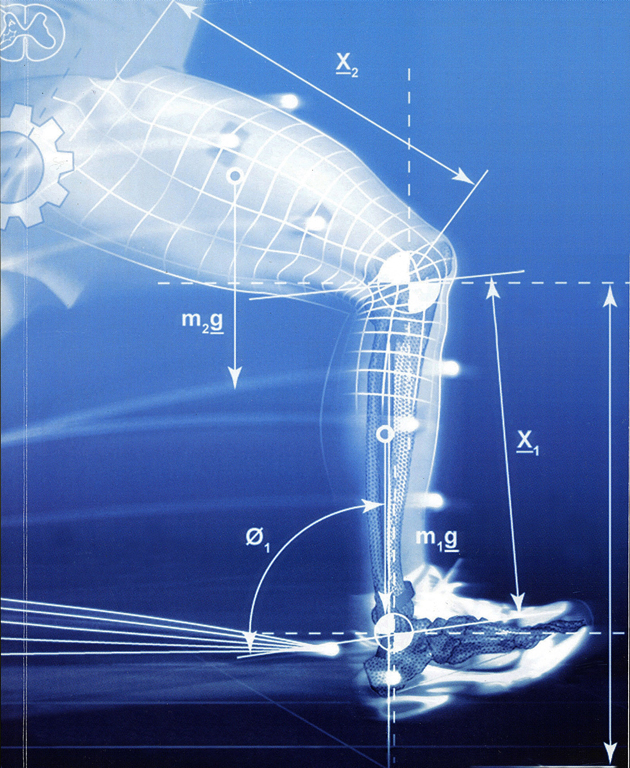 |
The study of the structure and function of biological systems such as humans, animals, plants, organs, and cells by means of the methods of mechanics. Biomechanics is closely related to engineering, as it often utilizes traditional engineering sciences to analyse biological systems. Some simple applications of Newtonian mechanics and/or materials sciences can supply correct approximations to the mechanics of many biological systems. Applied mechanics, most notably mechanical engineering disciplines such as continuum mechanics, mechanism analysis, structural analysis, kinematics and dynamics, play prominent roles in the study of biomechanics. Typically, biological systems are more complex than man-built systems, therefore numerical methods are applied in almost every biomechanical study. Research is done in a iterative process of hypothesis and verification, including several steps of modeling, computer simulation and experimental measurements. Biomechanics is widely used in orthopedic industry to design orthopedic implants for human joints, dental parts, external fixations and other medical purposes. Biotribology, study of the performance and function of biomaterials, is a very important part of the design process for orthopedic implants. It plays a vital role to improve the design and produce successful biomaterials for medical and clinical purposes. |
Biomechatronics
  |
An applied interdisciplinary science that aims to integrate mechanical elements, electronics and parts of biological organisms, or more specifically, to integrate mechanical parts with a human being, either in the form of removable devices such as an exoskeleton, or permanent implants. Such an entity is often identified in science fiction as a cyborg. The end result is that the devices help replace the human motor control that was lost or impaired by trauma, disease or birth defects. Biomechatronics includes aspects of biology, mechanics, and electronics. It also encompasses the fields of robotics and neuroscience. |
Biomedical Engineering
  |
The application of engineering principles and design concepts to medicine and biology. This field seeks to close the gap between engineering and medicine: It combines the design and problem solving skills of engineering with medical and biological sciences to improve healthcare diagnosis, monitoring and therapy. Biomedical engineering has only recently emerged as its own discipline, compared to many other engineering fields. Prominent biomedical engineering applications include the development of biocompatible prostheses, various diagnostic and therapeutic medical devices ranging from clinical equipment to micro-implants, common imaging equipment such as MRIs and EEGs. |
Biomimicry (Biomimetics)
 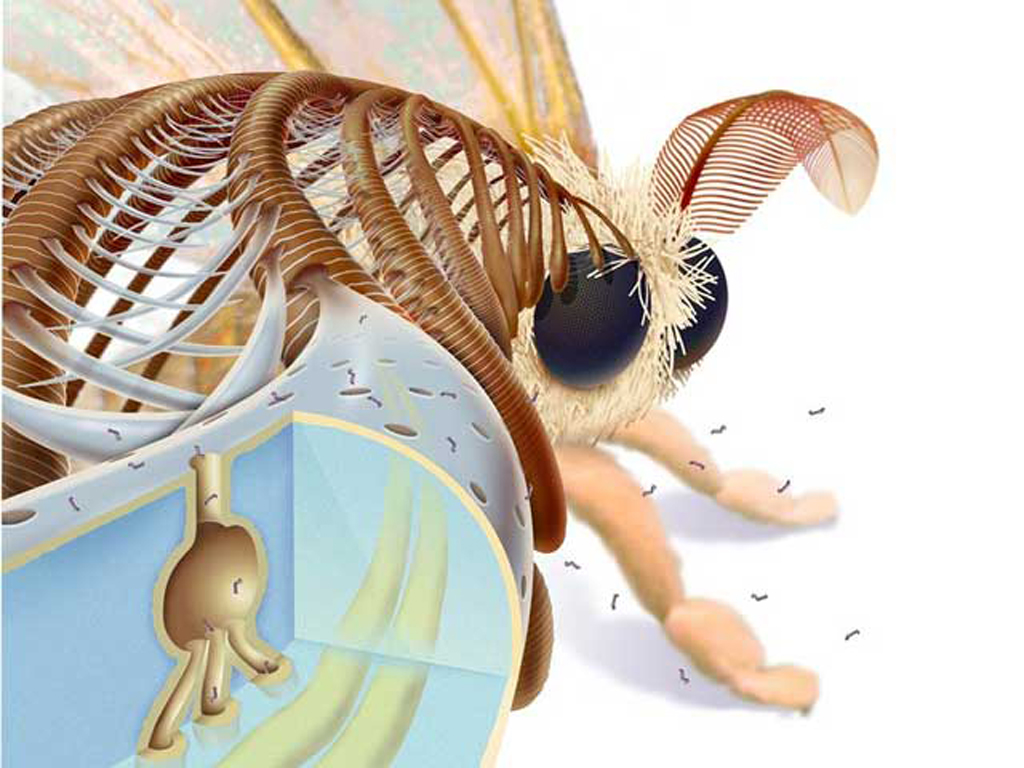 |
The examination of Nature, its models, systems, processes, and elements to emulate or take inspiration from in order to solve human problems. The term biomimicry and biomimetics come from the Greek words bios, meaning life, and mimesis, meaning to imitate. Other terms used are bionics, bio-inspiration, and biognosis. Through the course of 3.8 billion years, nature has gone through a process of trial and error to refine the living organisms, processes, and materials on planet Earth. The emerging field of biomimetics has given rises to new technologies created from biologically inspired engineering in both the macro scale and nanoscale levels. |
Biotribology
 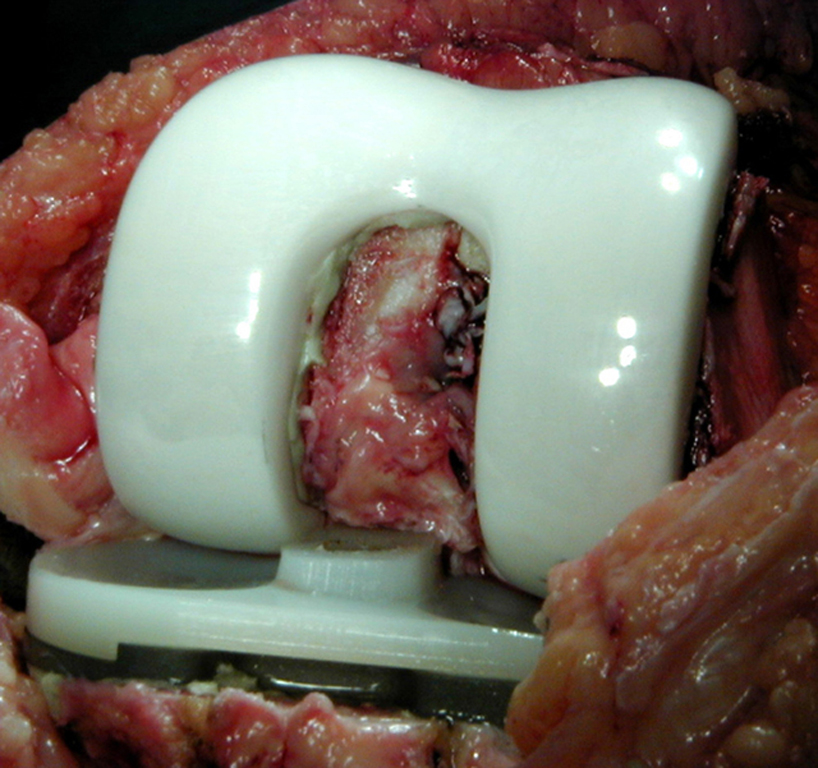 |
The study of Contact Mechanics & Tribology within biological systems, especially human joints such as hips and knees. For example, femoral component and tibial component of knee a implant rub against each other during daily activity such as walking or stair climbing. If the performance of tibial component needs to be analyzed, the principles of biotribology are used to determine the wear performance of the implant and lubrication effects of synovial fluid. In addition, the theory of contact mechanics also becomes very important for wear analysis. Biotribology plays a vital role to improve the design and produce successful biomaterials for medical and clinical purposes. |
Blow Molding
  |
Also known as Blow Moulding or Blow Forming, is a manufacturing process by which hollow plastic parts are formed. In general, there are three main types of blow molding: extrusion blow molding, injection blow molding, and stretch blow molding. The blow molding process begins with melting down the plastic and forming it into a parison or preform. The parison is a tube-like piece of plastic with a hole in one end in which compressed air can pass through. The parison is then clamped into a mold and air is pumped into it. The air pressure then pushes the plastic out to match the mold. Once the plastic has cooled and hardened the mold opens up and the part is ejected. |
Bottom-Up Design
  |
The design approach of piecing together of components to drive a new design. In a bottom-up approach the individual base elements of the system are first specified in great detail. Most designs rely on both a bottom-up and top-down approach. During the design and development of new products, designers and engineers rely on both a bottom-up and top-down approach. The bottom-up approach is being utilized when off-the-shelf or existing components are selected and integrated into the product. An example would include selecting a particular fastener, such as a bolt, and designing the receiving components such that the fastener will fit properly. In a top-down approach, a custom fastener would be designed such that it would fit properly in the receiving components. |
Broaching
 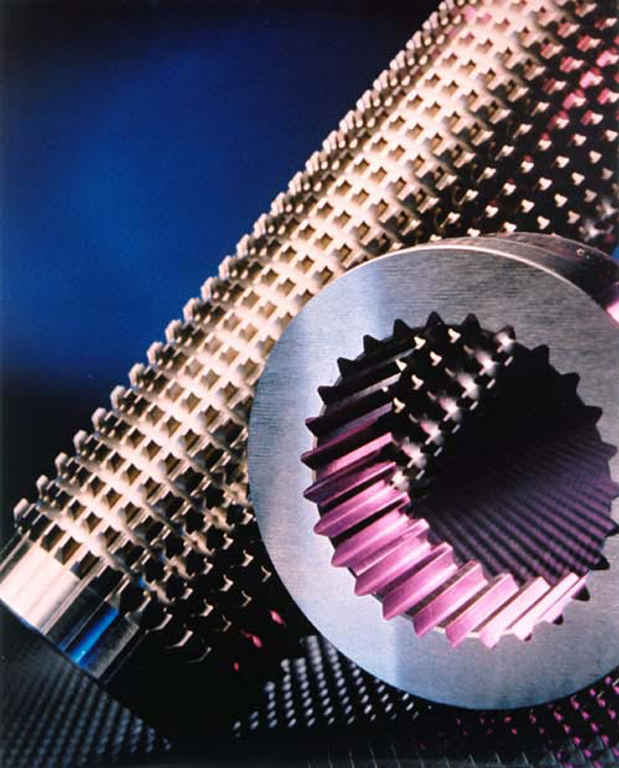 |
A machining process that uses a toothed tool, called a broach, to remove material. There are two main types of broaching: linear and rotary. In linear broaching, which is the more common process, the broach is run linearly against a surface of the workpiece to effect the cut. Linear broaches are used in a broaching machine, which is also sometimes shortened to broach. In rotary broaching, the broach is rotated and pressed into the workpiece to cut an axis symmetric shape. A rotary broach is used in a lathe or screw machine. In both processes the cut is performed in one pass of the broach, which makes it very efficient. Broaching is used when precision machining is required, especially for odd shapes. Commonly machined surfaces include circular and non-circular holes, splines, keyways, and flat surfaces. Typical workpieces include small to medium sized castings, forgings, screw machine parts, and stampings. Even though broaches can be expensive, broaching is usually favored over other processes when used for high-quantity production runs. Broaches are shaped similar to a saw, except the teeth height increases over the length of the tool. Moreover, the broach contains three distinct sections: one for roughing, another for semi-finishing, and the final one for finishing. |
C-K Design Theory
 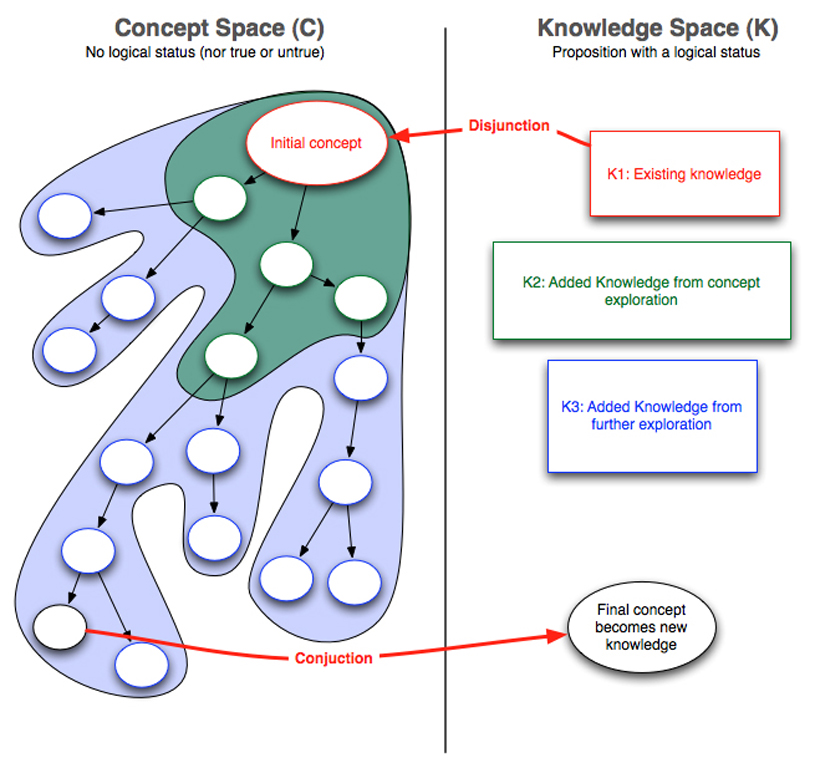 |
Also known as Concept-Knowledge Theory, is both a design theory and a theory of reasoning in design. It defines design reasoning as a logic of expansion processes, i.e. a logic that organizes the generation of unknown objects. The theory builds on several traditions of design theory, including systematic design, axiomatic design, creativity theories, general design theories, and artificial intelligence-based design models.
Claims made for C-K design theory include that it is the first design theory that:
1. Offers a comprehensive formalization of design that is independent of any design domain or object
2. Explains invention, creation, and discovery within the same framework and as design processes.
The name of the theory is based on its central premises, the distinction between two spaces:
1. a space of concepts C
2. a space of knowledge K.
The process of design is defined as a double expansion of the C and K spaces through the application of four types of operators: C?C, C?K, K?C, K?K |
CE Mark
  |
The CE marking (abbreviation of French: Conformité Européenne, meaning "European Conformity") as it has been legally called since 1993 is a mandatory conformity mark for products placed on the market in the European Economic Area (EEA). With the CE marking on a product, the manufacturer ensures that the product conforms with the essential requirements of the applicable EC directives. According to these directives, medical devices must not only be safe but also function in a medical-technical way as described in the manufacturer's "intended purpose". Compliance with these requirements is proved within a certified quality management system according to EN ISO 13485. |
Centrifugal Casting
 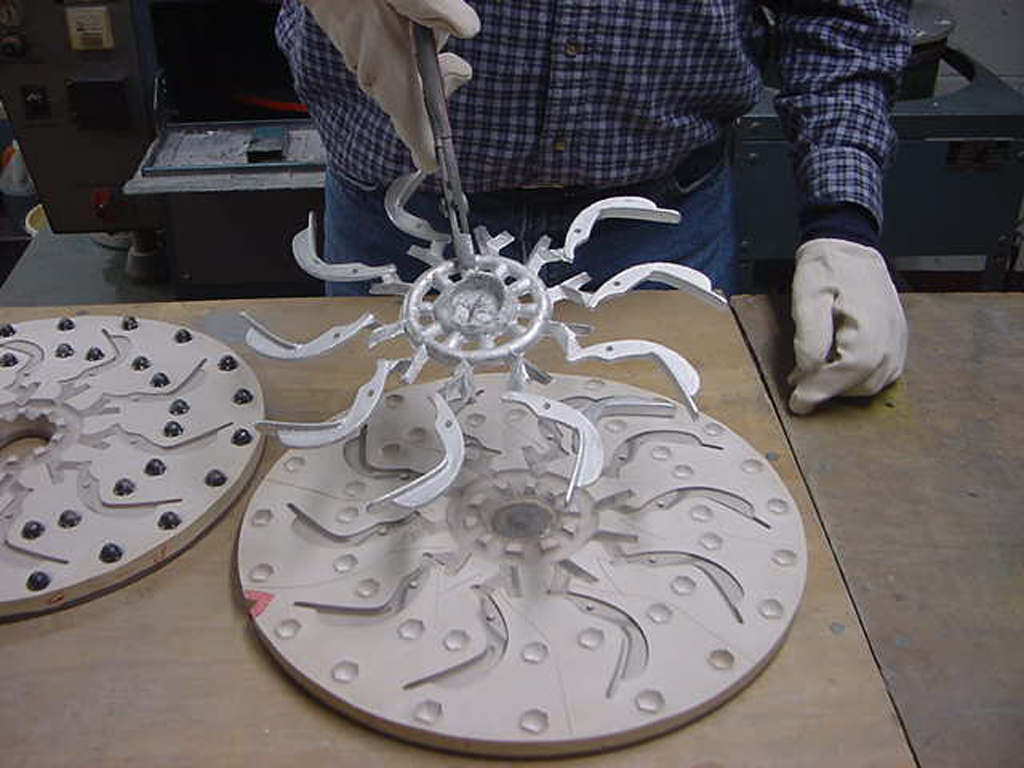 |
Also known as Spin Casting or Centrifugal Rubber Mold Casting (CRMC), consists of producing metal or liquid thermoset plastic castings by causing the material to solidify in rotating moulds. Formed under pressures many times that of gravity combined with directional solidification, two unique characteristics of the centrifugal casting process, metal parts made from centrifugals exhibit a denser, closer grained structure with vastly improved physical properties compared to conventional gravity or static casting methods. Because of high structural uniformity, physical properties such as tensile strength, yield strength, elongation, reduction of area, and other desirable properties are improved by up to 30%. |
Chemical Vapor Deposition (CVD)
  |
Chemical vapor deposition (CVD) is a chemical process used to produce high-purity, high-performance materials and coatings. On medical devices, these coatings can greatly increase the mechanical properties of the surfaces they're applied to, specifically to decrease the coefficient of friction, increase durability, and galling resistance. Microfabrication processes widely use CVD to deposit materials in various forms, including: monocrystalline, polycrystalline, amorphous, and epitaxial. These materials include: silicon, carbon fiber, carbon nanofibers, filaments, carbon nanotubes, SiO2, silicon-germanium, tungsten, silicon carbide, silicon nitride, silicon oxynitride, titanium nitride, and various high-k dielectrics. The CVD process is also used to produce synthetic diamonds. |
Class I Medical Device
  |
These devices are subject to the least regulatory control, typically with no 510(k) or PMA being required. 47% of medical devices fall under this category and 95% of these are exempt from the regulatory process. Class I devices are subject to "General Controls" as are Class II and Class III devices. General controls include provisions that relate to adulteration; misbranding; device registration and listing; premarket notification; banned devices; notification, including repair, replacement, or refund; records and reports; restricted devices; and good manufacturing practices. Class I devices are not intended for use in supporting or sustaining life or to be of substantial importance in preventing impairment to human health, and they may not present a potential unreasonable risk of illness or injury. Most Class I devices are exempt from the premarket notification and/or good manufacturing practices regulation. Examples of Class I devices include elastic bandages, examination gloves, and hand-held surgical instruments. |
Class II Medical Device
  |
These devices are those for which general controls alone are insufficient to assure safety and effectiveness, and existing methods are available to provide such assurances. 43% of medical devices fall under this category. In addition to complying with general controls, Class II devices are also subject to "special controls". A few Class II devices are exempt from the premarket notification, but many require the 510(k) process which uses a pre-existing similar device in the market called a "predicate device" for comparison. Special controls may include special labeling requirements, mandatory performance standards and postmarket surveillance. Devices in Class II are held to a higher level of assurance than Class I devices, and are designed to perform as indicated without causing injury or harm to patient or user. Examples of Class II devices include powered wheelchairs, infusion pumps, and surgical drapes. |
Class III Medical Device
  |
A medical device for which insufficient information exists to assure safety and effectiveness solely through the general or special controls sufficient for Class I or Class II devices. Such a device typically requires premarket approval, a scientific review to ensure the device's safety and effectiveness, in addition to the general controls of Class I. Class III devices are usually those that support or sustain human life, are of substantial importance in preventing impairment of human health, or which present a potential, unreasonable risk of illness or injury. Examples of Class III devices which currently require a premarket notification include implantable pacemaker, pulse generators, HIV diagnostic tests, automated external defibrillators, and endosseous implants. |
Clinical Trials
  |
Clinical trials are a set of procedures in medical device development that are conducted to allow safety (or more specifically, information about adverse reactions and effects of treatments) and efficacy data to be collected for health interventions (e.g., devices, therapy protocols). These trials can take place only after satisfactory information has been gathered on the quality of the non-clinical safety, and Health Authority/Ethics Committee approval is granted in the country where the trial is taking place. Depending on the type of product and the stage of its development, investigators enroll healthy volunteers and/or patients into small pilot studies initially, followed by larger scale studies in patients that often compare the new product with the currently prescribed treatment. As positive safety and efficacy data are gathered, the number of patients is typically increased. Clinical trials can vary in size from a single center in one country to multicenter trials in multiple countries. Due to the sizable cost a full series of clinical trials may incur, the burden of paying for all the necessary people and services is usually borne by a sponsor who may be a governmental organization or biotechnology company. |
Cognitive Psychology
  |
Certain basic principles of cognitive psychology provide grounding for interaction design. Cognitive psychology is a subdiscipline of psychology exploring internal mental processes. It is the study of how people perceive, remember, think, speak, and solve problems.
Cognitive psychology differs from previous psychological approaches in two key ways:
1. It accepts the use of the scientific method, and generally rejects introspection as a valid method of investigation - in contrast with such approaches as Freudian psychology.
2. It explicitly acknowledges the existence of internal mental states (such as belief, desire, idea, knowledge and motivation). |
Collaborative Innovation Network (CoIN)
  |
A social construct used to describe innovative teams. It has been defined as "a cyberteam of self-motivated people with a collective vision, enabled by the Web to collaborate in achieving a common goal by sharing ideas, information, and work." COINs feature internal transparency and direct communication. Members of a COIN collaborate and share knowledge directly with each other. They come together with a shared vision because they are intrinsically motivated to do so and seek to collaborate in some way to advance an idea.
The five essential elements of collaborative innovation networks are as follows:
1. Evolve from learning networks
2. Feature sound ethical principles
3. Based on trust and self-organization
4. Make knowledge accessible to everyone
5. Operate in internal honesty and transparency
|
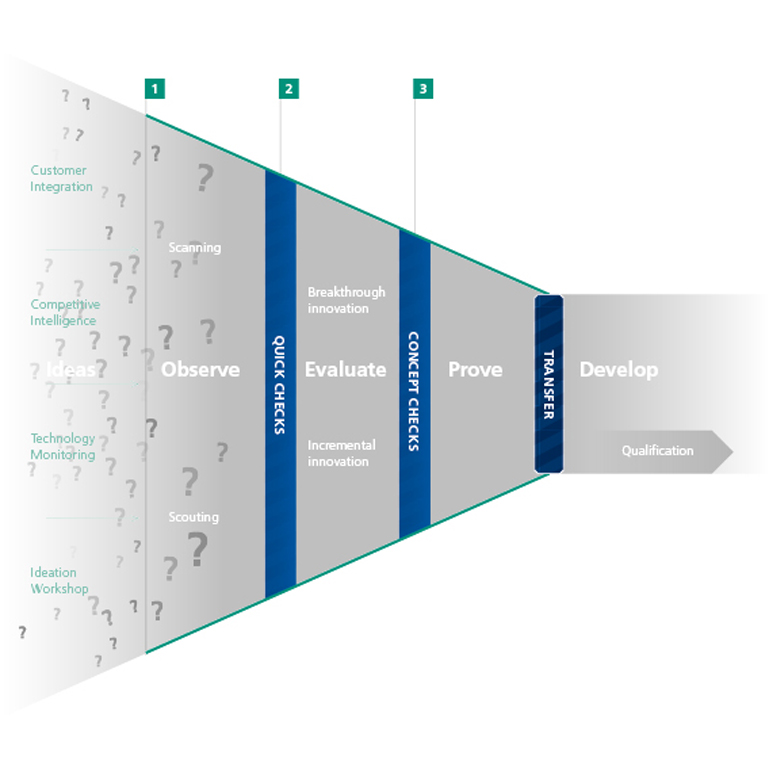
Commercialization
  |
The process or cycle of introducing a new product into the market. The actual launch of a new product is the final stage of new product development, and the one where the most money will have to be spent for advertising, sales promotion, and other marketing efforts.
Commercialization is often confused with sales, marketing or business development. The Commercialization process has three key aspects: - The funnel. It is essential to look at many ideas to develop one or two products that can be sustained long-term
- It is a stage-wise process and each stage has its own key goals and milestones
- It is vital to involve key stakeholders early, including customers
|
Competitive Advantage
  |
Defined as the strategic advantage a product has over its competing products within its competitive industry. Achieving competitive advantage strengthens and positions a product better within the marketplace. Having superior products allows a business to stay ahead of current or potential competition, thus superior performance reached through competitive advantage will likely ensure market leadership. |
Composite Material
  |
Often shortened to composites, are engineered or naturally occurring materials made from two or more constituent materials with significantly different physical or chemical properties which remain separate and distinct within the finished structure. Fiber-reinforced composite materials can be divided into two main categories normally referred to as short fiber-reinforced materials and continuous fiber-reinforced materials. Continuous reinforced materials will often constitute a layered or laminated structure. The woven and continuous fiber styles are typically available in a variety of forms, being pre-impregnated with the given matrix (resin), dry, uni-directional tapes of various widths, plain weave, harness satins, braided, and stitched. The short and long fibers are typically employed in compression moulding and sheet moulding operations. These come in the form of flakes, chips, and random mate (which can also be made from a continuous fiber laid in random fashion until the desired thickness of the ply / laminate is achieved). The most advanced examples perform routinely in medical devices and on spacecraft in demanding environments. |
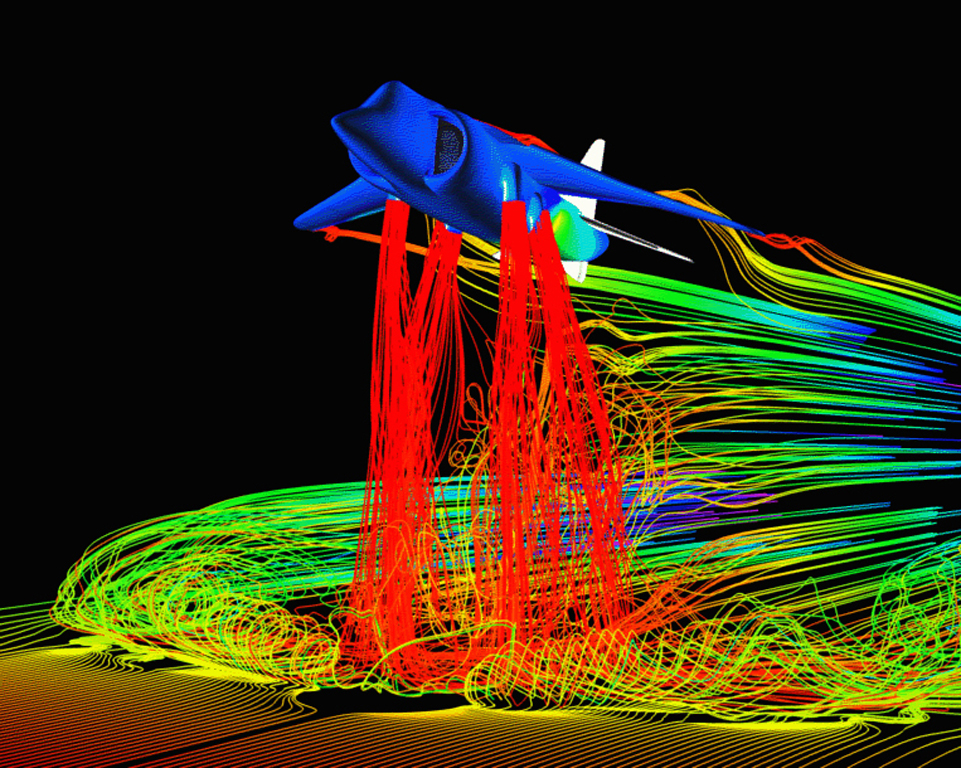
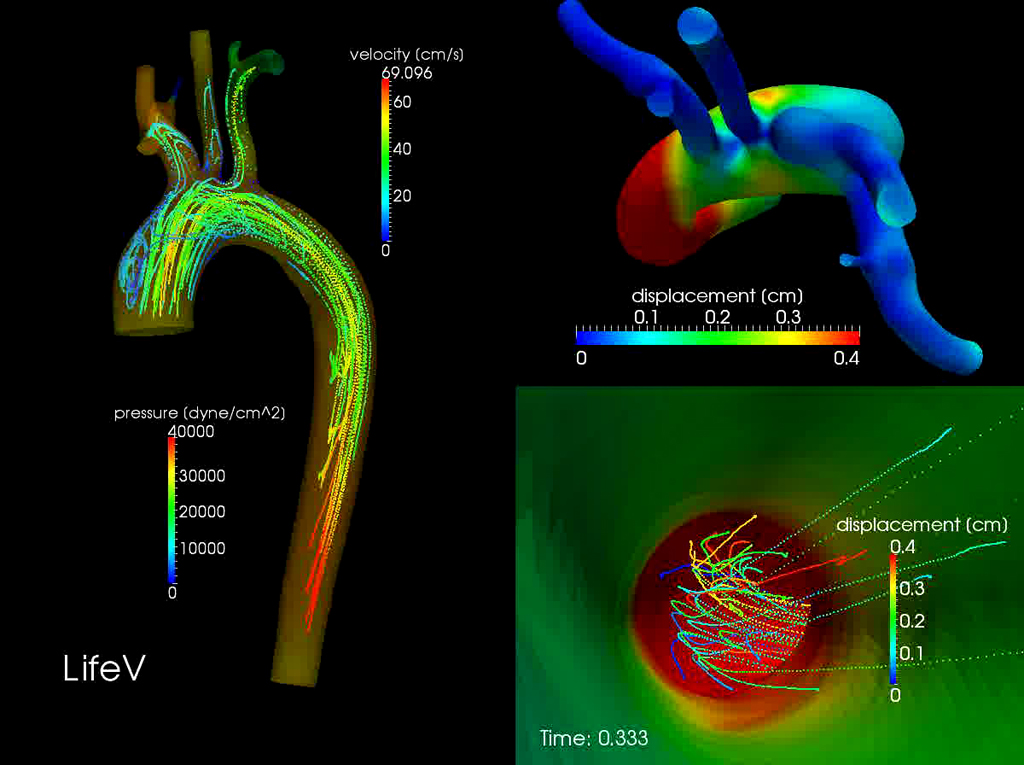
Computational Fluid Dynamics (CFD)
 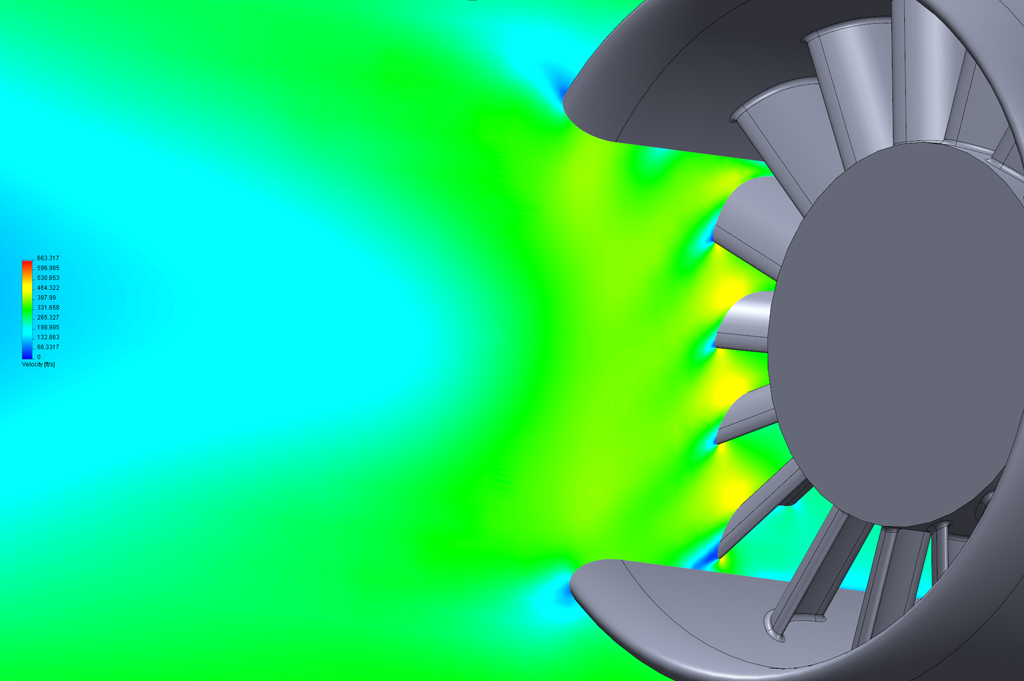 |
Usually abbreviated as CFD, is a branch of fluid mechanics that uses numerical methods and algorithms to solve and analyze problems that involve fluid flows. Computers are used to perform the calculations required to simulate the interaction of liquids and gases with surfaces defined by boundary conditions. With high-speed supercomputers, better solutions can be achieved. Ongoing research yields software that improves the accuracy and speed of complex simulation scenarios such as transonic or turbulent flows. |
Computer Aided Analysis (CAA)
  |
Similar to Computer Aided Engineering (CAE), but not as broad, in that it only includes engineering analysis tools, such as Finite Element Analysis (FEA/FEM) and Computational Fluid Dynamics (CFD). |
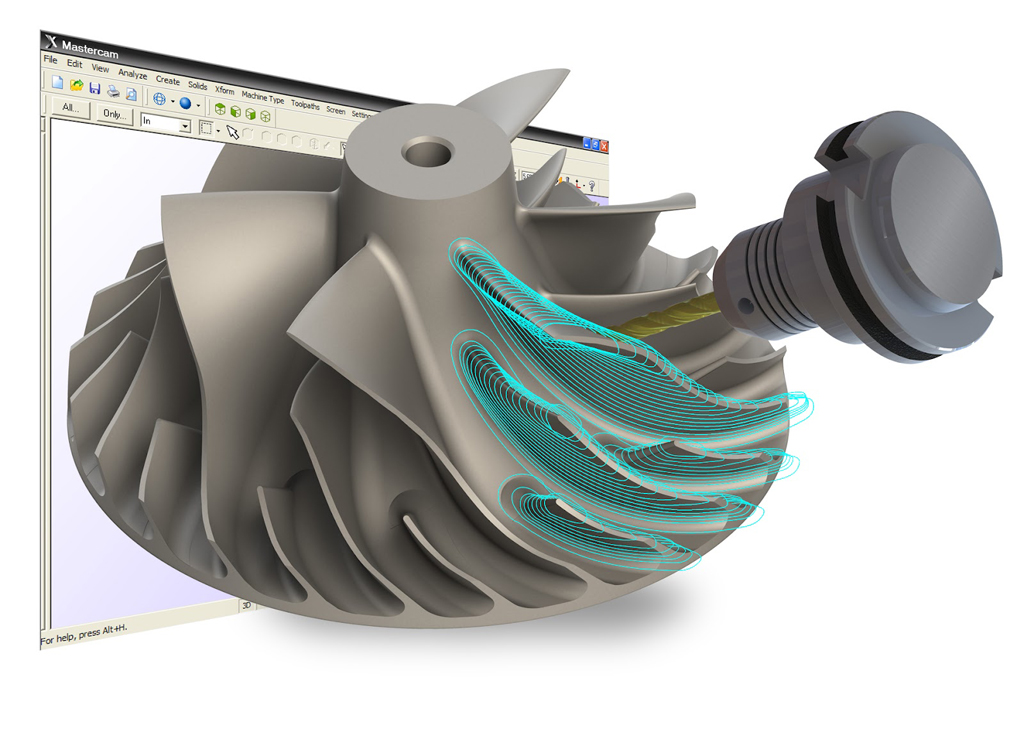
Computer Aided Design (CAD)
  |
Also known as computer-aided design and drafting (CADD), is the use of computer systems to assist in the creation, modification, analysis, or optimization of a design. Computer-aided drafting describes the process of creating a technical drawing with the use of computer software. CAD software is used to increase the productivity of the designer, improve the quality of design, improve communications through documentation, and to create a database for manufacturing. CAD output is often in the form of electronic files for print or machining operations. CAD software uses either vector based graphics to depict the objects of traditional drafting, or may also produce raster graphics showing the overall appearance of designed objects. CAD often involves more than just shapes. As in the manual drafting of technical and engineering drawings, the output of CAD must convey information, such as materials, processes, dimensions, and tolerances, according to application-specific conventions. |
Computer Aided Engineering (CAE)
 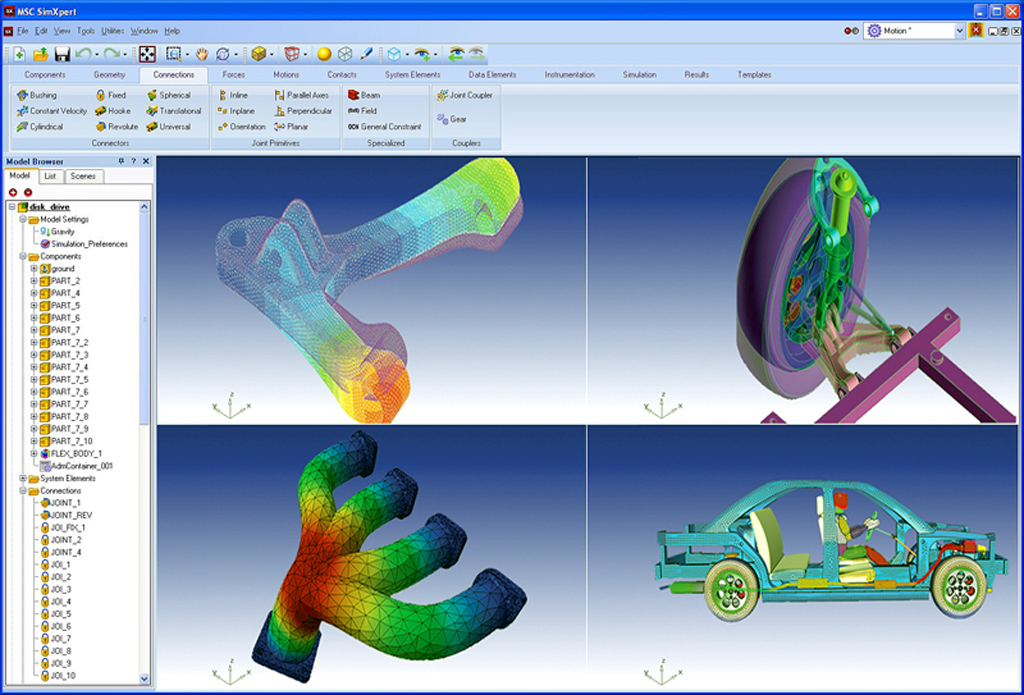 |
The broad usage of computer software to aid in engineering tasks. CAE tools are being used, for example, to analyze the robustness and performance of components and assemblies. The term encompasses simulation, validation, and optimization of products and manufacturing tools. CAE systems can be major providers of information to help support design teams in decision making. It includes Computer-Aided Design (CAD), Finite Element Analysis (FEA/FEM), Computational Fluid Dynamics (CFD), Computer-Aided Analysis (CAA), Computer-Aided Manufacturing (CAM), and Material Requirements Planning (MRP). |
Computer Aided Industrial Design (CAID)
  |
A subset of Computer-Aided Design (CAD) that includes software that directly helps in product development. Within CAID programs designers have the freedom of creativity, but typically follow a simple design methodology:
- Creating sketches, using a stylus
- Generating curves directly from the sketch
- Generating surfaces directly from the curves
The end result is a 3D model that projects the main design intent the designer had in mind. CAID helps the designer to focus on the technical part of the design methodology rather than sketching and modeling. Later, when the requisites and parameters of the product have been defined by means of using CAID software, the designer can import the result of his work into a CAD program (typically a Solid Modeler) for adjustments prior to production and generation of blueprints and manufacturing processes. What differentiates CAID from CAD is that the former is far more conceptual and less technical than the latter. Within a CAID program, the designer can express him/herself without extents, whilst in CAD software there is always the manufacturing factor. |
Computer Aided Manufacturing (CAM)
  |
The use of computer software to control machine tools and related machinery in the manufacturing of workpieces. This is not the only definition for CAM, but it is the most common; CAM may also refer to the use of a computer to assist in all operations of a manufacturing plant, including planning, management, transportation and storage. Its primary purpose is to create a faster production process and components and tooling with more precise dimensions and material consistency, which in some cases, uses only the required amount of raw material (thus minimizing waste), while simultaneously reducing energy consumption. CAM is a subsequent computer-aided process after computer-aided design (CAD) and sometimes computer-aided engineering (CAE), as the model generated in CAD and verified in CAE can be input into CAM software, which then controls the machine tool. |
Computer Aided Process Planning (CAPP)
  |
The use of computer technology to aid in the process planning of a part or product, in manufacturing. CAPP is the link between CAD and CAM in that it provides for the planning of the process to be used in producing a designed part. Process planning is concerned with determining the sequence of individual manufacturing operations needed to produce a given part or product. The resulting operation sequence is documented on a form typically referred to as a route sheet containing a listing of the production operations and associated machine tools for a workpart or assembly. Process planning in manufacturing also refers to the planning of use of blanks, spare parts, packaging material, user instructions (manuals) etc. |
Computer Aided Quality Assurance (CAQ)
  |
The engineering application of computers and computer controlled machines for the definition and inspection of the quality of products. This includes: Measuring equipment management, Goods inward inspection, Vendor rating, Attribute chart, Statistical process control (SPC), and Documentation.
|
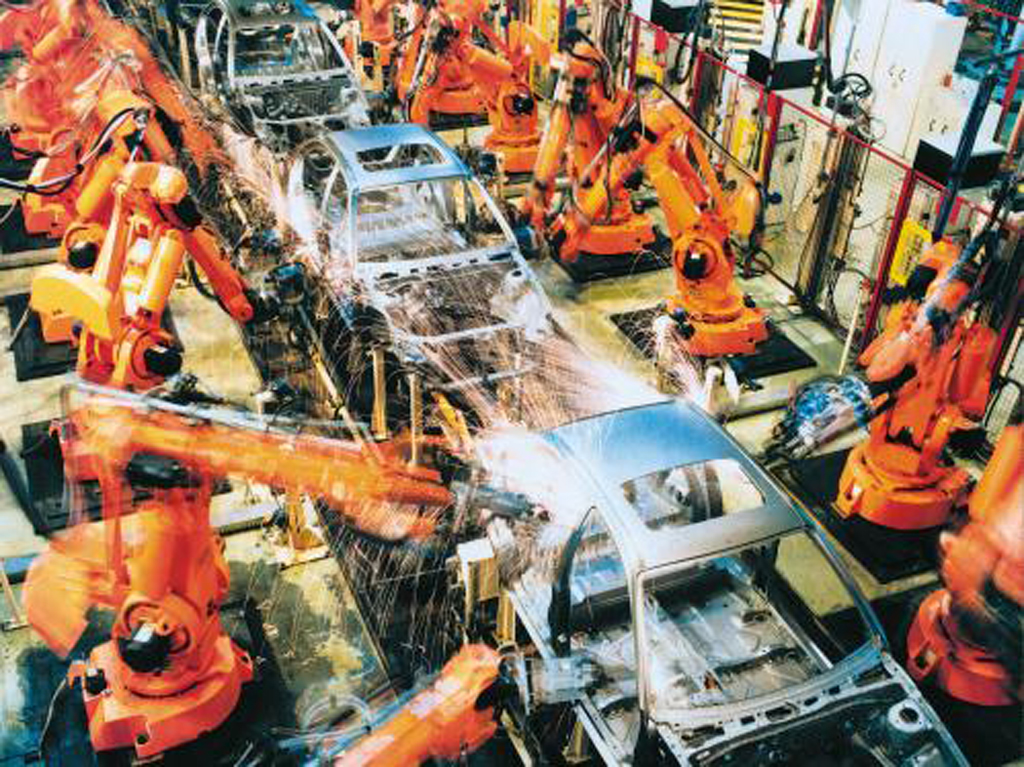
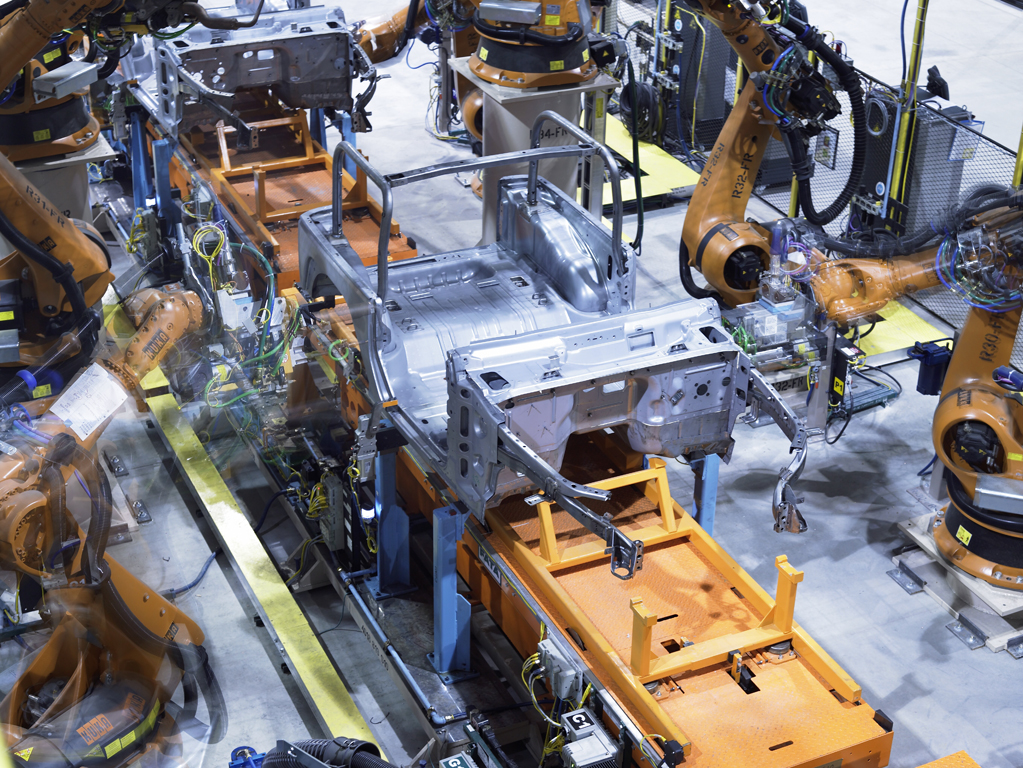
Computer Integrated Manufacturing (CIM)
  |
The manufacturing approach of using computers to control the entire production process. This integration allows individual processes to exchange information with each other and initiate actions. Through the integration of computers, manufacturing can be faster and less error-prone, although the main advantage is the ability to create automated manufacturing processes. Typically CIM relies on closed-loop control processes, based on real-time input from sensors. It is also known as flexible design and manufacturing. Subsystems in computer-integrated manufacturing: CAD (computer-aided design), CAE (computer-aided engineering), CAM (computer-aided manufacturing), CAPP (computer-aided process planning), CAQ (computer-aided quality assurance), PPC (production planning and control), and ERP (enterprise resource planning). |
Computer Numerical Control (CNC)
  |
Also known as CNC. In these automated machine tools, end-to-end component design is highly automated using computer-aided design (CAD) and computer-aided manufacturing (CAM) programs. The programs produce a computer file that is interpreted to extract the commands needed to operate a particular machine via a postprocessor, and then loaded into the CNC machines for production. Since any particular component might require the use of a number of different tools-drills, saws, etc., modern machines often combine multiple tools into a single "cell". In other cases, a number of different machines are used with an external controller and human or robotic operators that move the component from machine to machine. In either case, the complex series of steps needed to produce any part is highly automated and produces a part that closely matches the original CAD design. |
Concurrent Engineering
  |
A work methodology based on the parallelization of tasks (i.e. performing tasks concurrently). It refers to an approach used in product development in which functions of design engineering, manufacturing engineering and other functions are integrated to reduce the elapsed time required to bring a new product to the market. The basic premise for concurrent engineering revolves around two concepts. The first is the idea that all elements of a product's life-cycle, from functionality, producibility, assembly, testability, maintenance issues, environmental impact and finally disposal and recycling, should be taken into careful consideration in the early design phases. The second concept is that the preceding design activities should all be occurring at the same time, or concurrently. The overall goal being that the concurrent nature of these processes significantly increases productivity and product quality, aspects that are obviously important in today's fast-paced market. This philosophy is key to the success of concurrent engineering because it allows for errors and redesigns to be discovered early in the design process when the project is still in a more abstract and possibly digital realm. By locating and fixing these issues early, the design team can avoid what often become costly errors as the project moves to more complicated computational models and eventually into the physical realm. |
Contextual Design (CD)
  |
A user-centered design process that incorporates ethnographic methods for gathering data relevant to the product via field studies, rationalizing workflows, and designing human-computer interfaces. In practice, this means that researchers aggregate data from customers in the field and applying these findings into a final product. Contextual Design can be seen as an alternative to engineering and feature driven models of creating new systems. The Contextual Design process consists of the following top-level steps: Contextual Inquiry, Interpretation, Data Consolidation, Visioning, Storyboarding, User Environment Design, and Prototyping. |
Conventional Machining
  |
A form of subtractive manufacturing, in which a collection of material-working processes utilizing power-driven machine tools, such as saws, lathes, milling machines, and drill presses, are used with a sharp cutting tool to physically remove material to achieve a desired geometry. Machining is a part of the manufacture of many metal products, but it can also be used on materials such as wood, plastic, ceramic, and composites. The precise meaning of the term "machining" has evolved over the past two centuries as technology has advanced. During the Machine Age, it referred to (what we today might call) the "traditional" machining processes, such as turning, boring, drilling, milling, broaching, sawing, shaping, planning, reaming, and tapping, or grinding. Conventional machining is typically only cost effective for prototype quantities of simple geometry components. For higher volumes and/or complex geometry components, CNC machining is preferable. Additionally, new technologies such as electrical discharge machining, electrochemical machining, electron beam machining, photochemical machining, and ultrasonic machining, the retronym "conventional machining" can be used to differentiate the classic technologies from the newer ones. |
Cooperative Design
  |
Involving designers and users on an equal footing. This is the Scandinavian tradition of design of and it has been evolving since 1970. Starting from the exploration of the local and contextual environment of tools and resources that are usually considered as design knowledge, it suggests a possible cross-field between the field of design knowledge management and the knowledge production practices that typify the cooperation within networks. |
Coordinate Measuring Machine (CMM)
  |
A 3D device for measuring the physical geometrical characteristics of an object. This machine may be manually controlled by an operator or it may be computer controlled. Measurements are defined by a probe attached to the third moving axis of this machine. Probes may be mechanical, optical, laser, or white light, amongst others. or a machine which takes reading in six degree of freedom and give reading in mathematical form is known as cmm. |
Copyright
  |
A legal concept, enacted by most governments, giving the creator of an original work exclusive rights to it, usually for a limited time. Generally, it is "the right to copy", but also gives the copyright holder the right to be credited for the work, to determine who may adapt the work to other forms, who may perform the work, who may financially benefit from it, and other related rights. It is an intellectual property form (like the patent, the trademark, and the trade secret) applicable to any expressible form of an idea or information that is substantive and discrete. Typically, the duration of copyright is the whole life of the creator plus fifty to a hundred years from the creator's death, or a finite period for anonymous or corporate creations. |
Cost of Goods (COG)
  |
The total cost to manufacture (or sell) a product. This usually includes the cost of raw materials, machinery setup fees, non-recurring engineering costs (NRE), tooling (molds, fixtures, etc.), testing, packaging, shipping, etc. |
Cradle-to-Cradle Design
 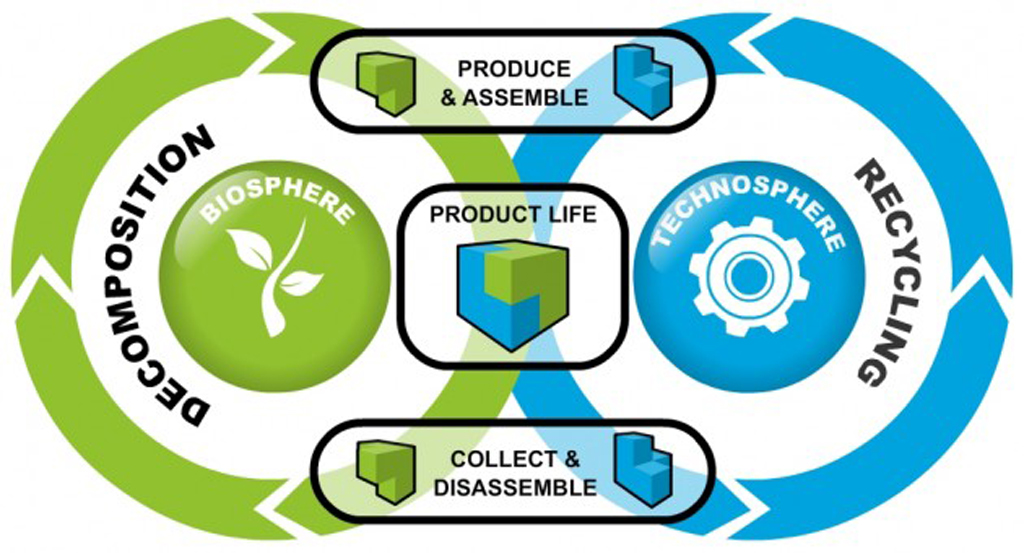 |
Sometimes abbreviated to C2C, or cradle 2 cradle, or in some circles referred to as regenerative, is a biomimetic approach to the design of systems. It models human industry on nature's processes in which materials are viewed as nutrients circulating in healthy, safe metabolisms. It suggests that industry must protect and enrich ecosystems and nature's biological metabolism while also maintaining safe, productive technical metabolism for the high-quality use and circulation of organic and synthetic materials. Put simply, it is a holistic economic, industrial and social framework that seeks to create systems that are not just efficient but essentially waste free. The model in its broadest sense is not limited to industrial design and manufacturing; it can be applied to many different aspects of human civilization such as urban environments, buildings, economics and social systems.
|
Cross-Functional Team
  |
A group of people with different functional expertise working toward a common goal. It may include people from finance, marketing, operations, engineering, industrial design, and manufacturing departments. Typically, it includes employees from all levels of an organization. Members may also come from outside an organization (in particular, from suppliers, key customers, or consultants). Cross-functional teams often function as self-directed teams responding to broad, but not specific directives. Decision making within a team may depend on consensus, but often is led by a manager/coach/team leader. |
Design for Assembly (DFA)
  |
A process by which products are designed with ease of assembly in mind. If a product contains fewer parts it will take less time to assemble, thereby reducing assembly costs. In addition, if the parts are provided with features which make it easier to grasp, move, orient and insert them, this will also reduce assembly time and assembly costs. The reduction of the number of parts in an assembly has the added benefit of generally reducing the total cost of parts in the assembly. This is usually where the major cost benefits of the application of design for assembly occur. |
Design for Manufacturability (DFM)
  |
Also sometimes known as design for manufacturing, is the general engineering art of designing products in such a way that they are easy to manufacture. The basic idea exists in almost all engineering disciplines, but of course the details differ widely depending on the manufacturing technology. This design practice not only focuses on the design aspect of a part but also on the producibility. Typically a design engineer will create a model or design and send it to manufacturing for review and invite feedback. This process is called as design review. If this process is not followed diligently, the product will likely fail at the manufacturing stage. If manufacturability is not given serious thought early on in the design process, it will result in iterative design, loss of manufacturing time and overall resulting in longer time to market. |
Design History File
  |
A compilation of documentation that describes the design history of a finished medical device. The regulation requires medical devices manufacturers of Class II and Class III devices to implement design controls. These design controls consist of a development and control plan used to manage the development of a new product, and a design history file where these activities are documented. The design history file, or DHF, is part of regulation introduced in 1990 when the U.S. Congress passed the Safe Medical Devices Act, which established new standards for medical devices that can cause or contribute to the death, serious illness, or injury of a patient. Prior to this legislation, U.S. Food and Drug Administration (FDA) auditors were limited to examining the production and quality control records of the device. The DHF is a formal document that is prepared for each medical device. The DHF can be either a collection of the actual documents generated in the product development (PD) process or an index of documents and their storage location. The requirements for a DHF are documented in FDA Regulation CFR 21 820. |
Design Thinking
  |
The methods and processes for investigating ill-defined problems, acquiring information, analyzing knowledge, and positing solutions in the design and planning fields. As a style of thinking, it is generally considered the ability to combine empathy for the context of a problem, creativity in the generation of insights and solutions, and rationality to analyze and fit solutions to the context. While design thinking has become part of the popular lexicon in contemporary design and engineering practice, as well as business and management, its broader use in describing a particular style of creative thinking-in-action is having an increasing influence on twenty-first century education across disciplines. In this respect, it is similar to systems thinking in naming a particular approach to understanding and solving problems.
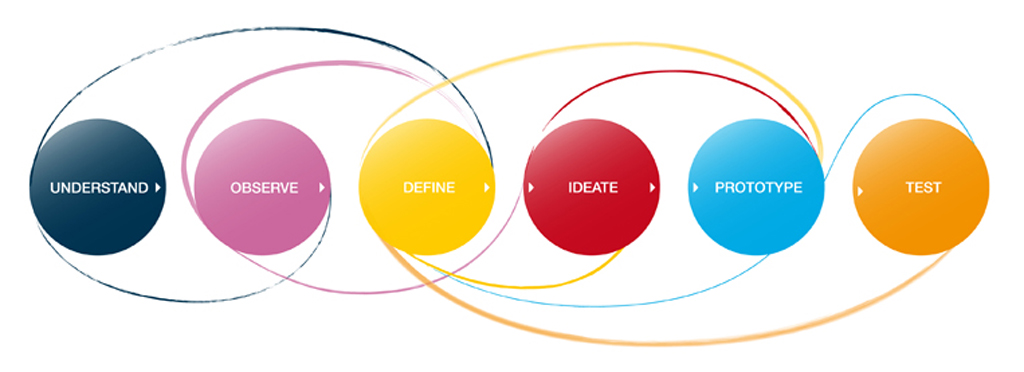
Unlike analytical thinking, design thinking is a creative process based around the "building up" of ideas. There are no judgments early on in design thinking. This eliminates the fear of failure and encourages maximum input and participation in the ideation and prototype phases. Outside the box thinking is encouraged in these earlier processes since this can often lead to creative solutions. An example of a design thinking process could have seven stages: define, research, ideate, prototype, choose, implement, and learn.
Within these seven steps, problems can be framed, the right questions can be asked, more ideas can be created, and the best answers can be chosen. The steps aren't linear; they can occur simultaneously and can be repeated. |
Die Casting
  |
A metal casting process that is characterized by forcing molten metal under high pressure into a mould cavity. The mold cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mold during the process. Most die castings are made from non-ferrous metals, specifically zinc, copper, aluminum, magnesium, lead, pewter and tin based alloys. Depending on the type of metal being cast, a hot- or cold-chamber machine is used.
The casting equipment and the metal dies represent large capital costs and this tends to limit the process to high volume production. Manufacture of parts using die casting is relatively simple, involving only four main steps, which keeps the incremental cost per item low. It is especially suited for a large quantity of small to medium sized castings, which is why die casting produces more castings than any other casting process. Die castings are characterized by a very good surface finish (by casting standards) and dimensional consistency. |
Diffusion of Innovations
 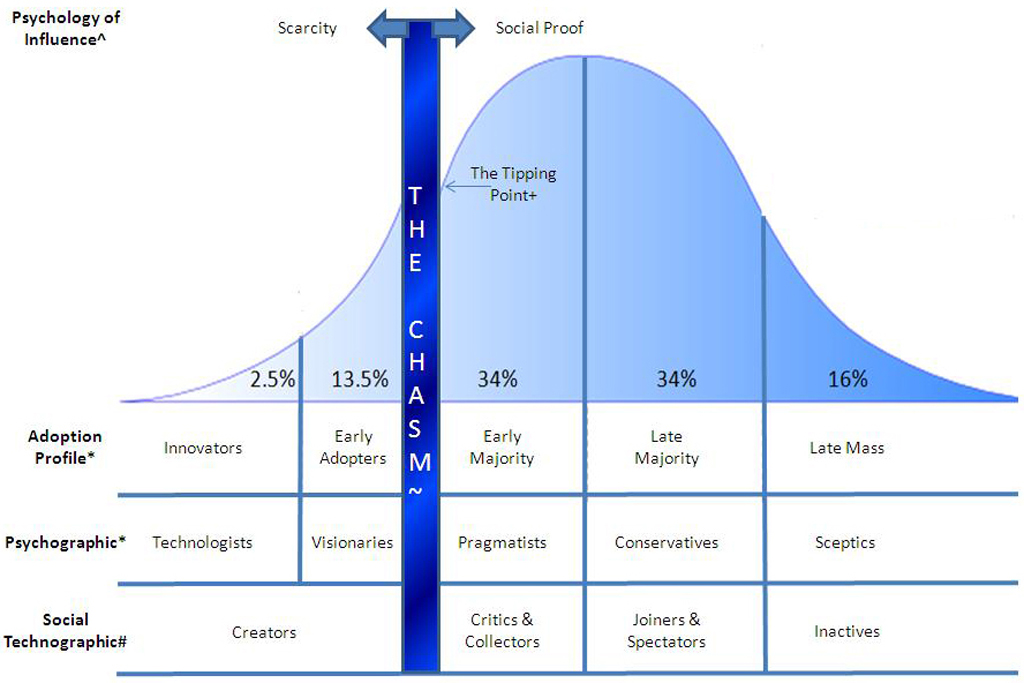 |
A theory that seeks to explain how, why, and at what rate new ideas and technology spread through cultures. Diffusion is the process by which an innovation is communicated through certain channels over time among the members of a social system. The origins of the diffusion of innovations theory are varied and span multiple disciplines. The rate of adoption is defined as the relative speed with which members of a social system adopt an innovation. (See "Rate of Adoption") The adoption of an innovation follows an S curve when plotted over a length of time. The categories of adopters are: innovators, early adopters, early majority, late majority, and laggards.
Maloney's 16% Rule: Once you have reached 16% adoption of any innovation, you must change your messaging and media strategy from one based on scarcity, to one based on social proof, in order to accelerate through the chasm to the tipping point. |
Direct Metal Laser Sintering (DMLS)
 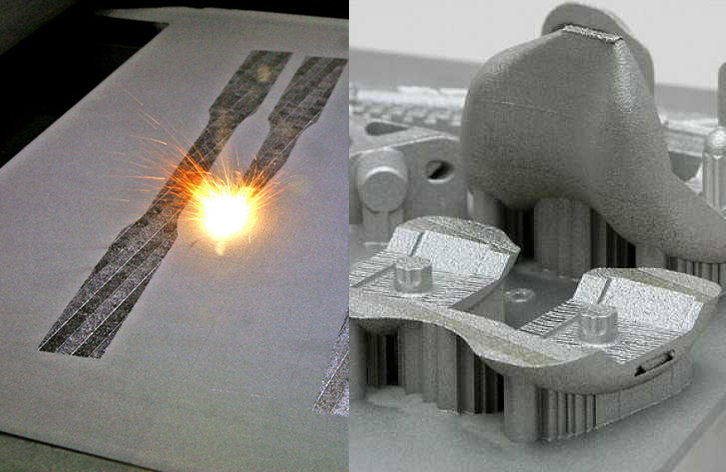 |
An additive metal fabrication technology sometimes also referred to by the terms selective laser sintering (SLS) or selective laser melting (SLM). The process involves use of a 3D CAD model whereby a .stl file is created and sent to the machine's software. A technician works with this 3D model to properly orient the geometry for part building and adds supports structure as appropriate. Once this "build file" has been completed, it is "sliced" into the layer thickness the machine will build in and downloaded to the DMLS machine allowing the build to begin. Inside the build chamber area, there is a material dispensing platform and a build platform along with a recoater blade used to move new powder over the build platform. The technology fuses metal powder into a solid part by melting it locally using the focused laser beam. Parts are built up additively layer by layer, typically using layers 20 micrometers thick. This process allows for highly complex geometries to be created directly from the 3D CAD data, fully automatically, in hours and without any tooling. DMLS is a net-shape process, producing parts with high accuracy and detail resolution, good surface quality and excellent mechanical properties. |
Drawing
  |
A metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet metal drawing is that it involves plastic deformation over a curved axis. For wire, bar, and tube drawing the starting stock is drawn through a die to reduce its diameter and increase its length. Drawing is usually done at room temperature, thus classified a cold working process, however it may be performed at elevated temperatures to hot work large wires, rods or hollow sections in order to reduce forces. Sheet metal drawing becomes deep drawing when the workpiece is drawing longer than its diameter. It is common that the workpiece is also processed using other forming processes, such as piercing, ironing, necking, rolling, and beading. |
Durable Medical Equipment
  |
A term of art used to describe any medical equipment used in the home to aid in a better quality of living. It is a benefit included in most insurances. In some cases certain Medicare benefits, that is, whether Medicare may pay for the item. The item is defined by Title XIX for Medicaid:
(n) The term "durable medical equipment" includes iron lungs, oxygen tents, Nebulizers, CPAP, catheters, hospital beds, and wheelchairs (which may include a power-operated vehicle that may be appropriately used as a wheelchair, but only where the use of such a vehicle is determined to be necessary on the basis of the individual's medical and physical condition and the vehicle meets such safety requirements as the Secretary may prescribe) used in the patient's home (including an institution used as his home other than an institution that meets the requirements of subsection (e)(1) of this section or section 1819(a)(1)), whether furnished on a rental basis or purchased, and includes blood-testing strips and blood glucose monitors for individuals with diabetes without regard to whether the individual has Type I or Type II diabetes or to the individual's use of insulin (as determined under standards established by the Secretary in consultation with the appropriate organizations); except that such term does not include such equipment furnished by a supplier who has used, for the demonstration and use of specific equipment, an individual who has not met such minimum training standards as the Secretary may establish with respect to the demonstration and use of such specific equipment. With respect to a seat-lift chair, such term includes only the seat-lift mechanism and does not include the chair. |
Electrical Discharge Machining (EDM)
  |
Sometimes colloquially also referred to as Burning or Die Sinking is a manufacturing process whereby a desired shape is obtained using electrical discharges (sparks). Material is removed from the workpiece by a series of rapidly recurring current discharges between two electrodes, separated by a dielectric liquid and subject to an electric voltage. Sinker EDM, also called cavity type EDM or volume EDM, consists of an electrode and workpiece submerged in an insulating liquid such as, more typically, oil or, less frequently, other dielectric fluids. In wire electrical discharge machining (WEDM), also known as wire-cut EDM, a thin single-strand metal wire, usually brass, is fed through the workpiece, submerged in a tank of dielectric fluid, typically deionized water. |
Electrical Engineering
  |
Also known as Electronics Engineering, is a field of engineering that generally deals with the study and application of electricity, electronics and electromagnetism. Electronics engineering deals with implementation of applications, principles and algorithms developed within many related fields, for example solid-state physics, radio engineering, telecommunications, control systems, signal processing, systems engineering, computer engineering, instrumentation engineering, electric power control, robotics, and many others. Alternatively, electrical engineers are usually concerned with using electricity to transmit energy, while electronic engineers are concerned with using electricity to process information. More recently, the distinction has become blurred by the growth of power electronics. Medical Electronics engineers develop devices and procedures that solve medical and health-related problems by combining their knowledge of biology and medicine with engineering principles and practices. Medical Electronics engineers also design devices used in various medical procedures, imaging systems such as magnetic resonance imaging (MRI), and devices for automating insulin injections or controlling body functions. |
Electron Beam Melting (EBM)
  |
A type of additive manufacturing for metal parts. It is often classified as a rapid manufacturing method. The technology manufactures parts by melting metal powder layer by layer with an electron beam in a high vacuum. Unlike some metal sintering techniques, the parts are fully dense, void-free, and extremely strong. The EBM machine reads data from a 3D CAD model and lays down successive layers of powdered material. These layers are melted together utilizing a computer controlled electron beam. In this way it builds up the parts. The process takes place under vacuum, which makes it suited to manufacture parts in reactive materials with a high affinity for oxygen (e.g. titanium). The melted material is from a pure alloy in powder form of the final material to be fabricated (no filler). For that reason the electron beam technology doesn't require additional thermal treatment to obtain the full mechanical properties of the parts. That aspect allows classification of EBM with selective laser melting (SLM) where competing technologies like SLS and DMLS require thermal treatment after fabrication. Comparatively to SLM and DMLS, EBM has a generally superior build rate because of its higher energy density and scanning method. |
Electron Beam Welding (EBW)
  |
A fusion welding process in which a beam of high-velocity electrons is applied to the materials being joined. The workpieces melt as the kinetic energy of the electrons is transformed into heat upon impact, and the filler metal, if used, also melts to form part of the weld. The welding is often done in conditions of a vacuum to prevent dissipation of the electron beam. EBW permits the welding of refractory and dissimilar metals that are typically unsuited for other methods. Ultra-high energy density enables deep penetration and high aspect ratios, while a vacuum environment ensures an atmospheric gas contamination-free weld. The precise control of both the diameter of the electron beam and the travel speed allows materials from 0.001" to several inches thick to be fused together. These characteristics make EBW an extremely valuable technology. The process puts a minimal amount of heat into the workpiece, which produces the smallest possible amount of distortion and allows finish machined components to be joined together without additional processing. |
Electronic Design Automation (EDA)
  |
A category of software tools for designing electronic systems such as printed circuit boards and integrated circuits. The tools work together in a design flow that chip designers use to design and analyze entire semiconductor chips. Current digital flows are extremely modular (see Integrated circuit design, Design closure, and Design flow (EDA)). The front ends produce standardized design descriptions that compile into invocations of "cells,", without regard to the cell technology. Cells implement logic or other electronic functions using a particular integrated circuit technology. Fabricators generally provide libraries of components for their production processes, with simulation models that fit standard simulation tools. EDA for electronics has rapidly increased in importance with the continuous scaling of semiconductor technology. |
End-user Development (User Customization)
  |
A research topic within the field human-computer interaction, describing activities or techniques that allow end-users to program computers. People who are not professional developers can use EUD tools to create or modify software artifacts (descriptions of automated behavior) and complex data objects without significant knowledge of a programming language. Lessons learned from EUD solutions can significantly influence the software life cycles for commercial software products, in-house intranet/extranet developments and enterprise application deployments. |
Enterprise Resource Planning (ERP)
  |
ERP systems integrate internal and external management information across an entire organization, embracing finance/accounting, manufacturing, sales and service, customer relationship management, etc. ERP systems automate this activity with an integrated computer software application. Their purpose is to facilitate the flow of information between all business functions inside the boundaries of the organization and manage the connections to outside stakeholders. ERP systems can run on a variety of computer hardware and network configurations, typically employing a database as a repository for information. ERP (Enterprise Resource Planning) systems typically manage the following areas of business operations:
1. Finance/Accounting: General ledger, payables, cash management, fixed assets, receivables, budgeting, consolidation
2. Human Resources: Payroll, training, benefits, 401K, recruiting, diversity management
3. Manufacturing: Engineering, bill of materials, work orders, scheduling, capacity, workflow management, quality control, cost management, manufacturing process, manufacturing projects, manufacturing flow, activity based costing, product life cycle management
4. Supply Chain Management: Order to cash, inventory, order entry, purchasing, product configurator, supply chain planning, supplier scheduling, inspection of goods, claim processing, commissions
5. Project Management: Costing, billing, time and expense, performance units, activity management
6. Customer Relationship Management: Sales and marketing, commissions, service, customer contact, call center support
7. Data Services : Various "self-service" interfaces for customers, suppliers and/or employees
8. Access Control: Management of user privileges for various processes |
Ergonomics
  |
Also known as Human Factors, is the study of designing equipment and devices that fit the human body, its movements, and its cognitive abilities. It is the scientific discipline concerned with the understanding of interactions among humans and other elements of a system, and the profession that applies theory, principles, data and methods to design in order to optimize human well-being and overall system performance. Ergonomics is concerned with the 'fit' between the user, equipment and their environments. It takes account of the user's capabilities and limitations in seeking to ensure that tasks, functions, information and the environment suit each user. To assess the fit between a person and the used technology, ergonomists consider the job (activity) being done and the demands on the user; the equipment used (its size, shape, and how appropriate it is for the task), and the information used (how it is presented, accessed, and changed). Ergonomics draws on many disciplines in its study of humans and their environments, including anthropometry, biomechanics, mechanical engineering, industrial engineering, industrial design, information design, kinesiology, physiology and psychology. |
Extrusion
 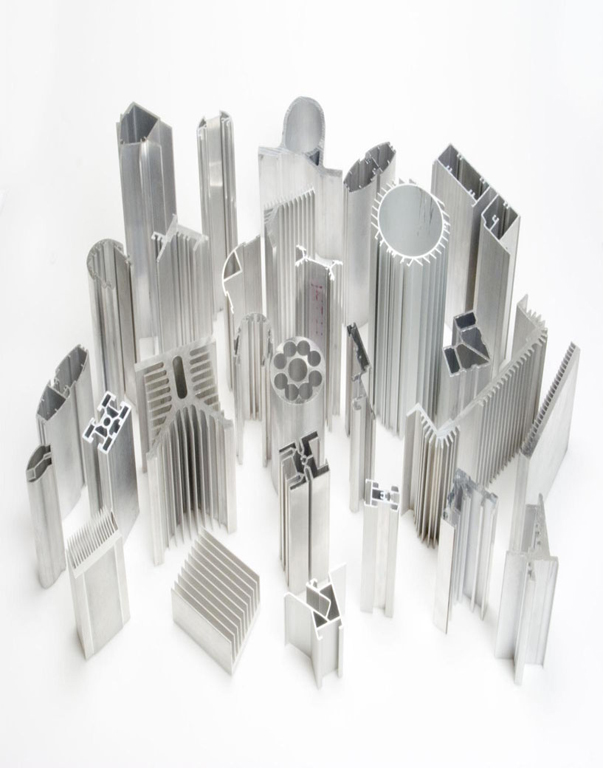 |
A process used to create objects of a fixed cross-sectional profile. A material is pushed or drawn through a die of the desired cross-section. The two main advantages of this process over other manufacturing processes are its ability to create very complex cross-sections and work materials that are brittle, because the material only encounters compressive and shear stresses. It also forms finished parts with an excellent surface finish. Extrusion may be continuous (theoretically producing indefinitely long material) or semi-continuous (producing many pieces). The extrusion process can be done with the material hot or cold. Commonly extruded engineering materials include metals, polymers, and ceramics. The design of an extrusion profile has a large impact on how readily it can be extruded. The maximum size for an extrusion is determined by finding the smallest circle that will fit around the cross-section, this is called the circumscribing circle. This diameter, in turn, controls the size of the die required, which ultimately determines if the part will fit in a given press. For example, a larger press can handle 60 cm (24 in) diameter circumscribing circles for aluminum and 55 cm (22 in). diameter circles for steel and titanium. The complexity of an extruded profile can be roughly quantified by calculating the shape factor, which is the amount of surface area generated per unit mass of extrusion. This affects the cost of tooling as well as the rate of production. |
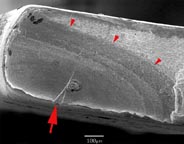
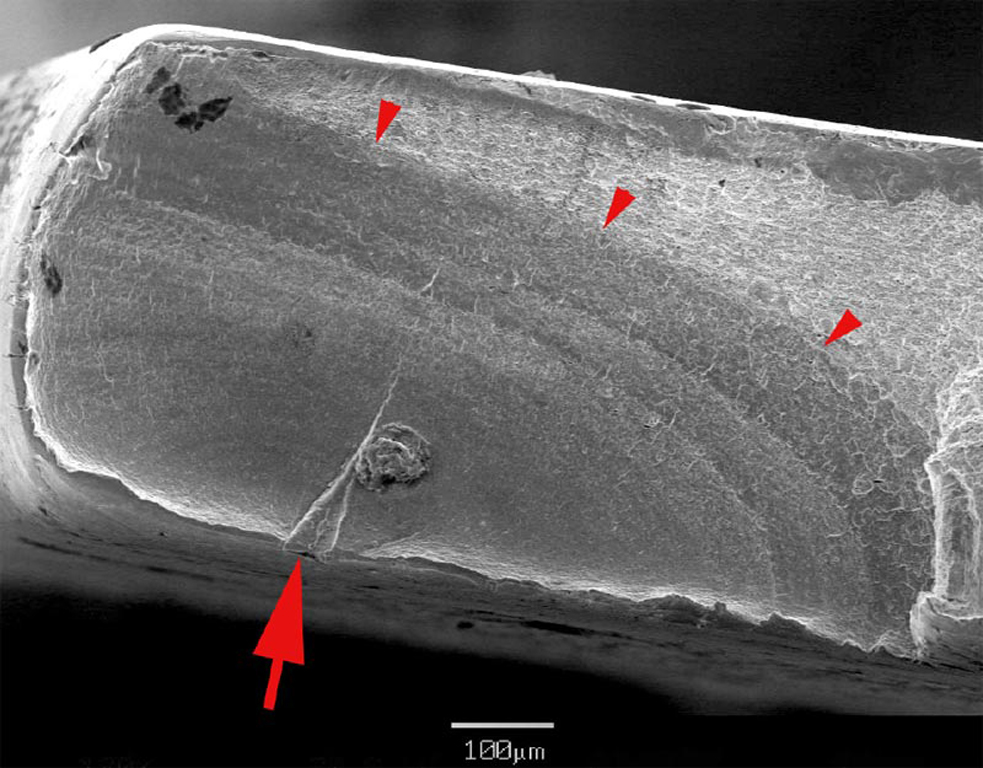
Failure Analysis
  |
The process of collecting and analyzing data to determine the cause of a failure. It is an important discipline in many branches of manufacturing industry, such as the electronics industry, where it is a vital tool used in the development of new products and for the improvement of existing products. It relies on collecting failed components for subsequent examination of the cause or causes of failure using a wide array of methods, especially microscopy and spectroscopy. The NDT or nondestructive testing methods are valuable because the failed products are unaffected by analysis, so inspection always starts using these methods. The failure analysis of many different products involves the use of the following tools and techniques: Microscopes, Sample Preparation (Etching), Spectroscopic Analysis, Device Modification (Focused ion beam etching), Surface Analysis (Dye penetrant inspection), Scanning Electron Microscopy, Laser Signal Injection Microscopy (LSIM), Semiconductor Probing, and Software Based Fault Location Techniques (CAD Navigation). |
Fatigue Failure
  |
The progressive and localized structural damage that occurs when a material is subjected to cyclic loading. The nominal maximum stress values are less than the ultimate tensile stress limit, and may be below the yield stress limit of the material. Fatigue occurs when a material is subjected to repeated loading and unloading. If the loads are above a certain threshold, microscopic cracks will begin to form at the surface. Eventually a crack will reach a critical size, and the structure will suddenly fracture. The shape of the structure will significantly affect the fatigue life; square holes or sharp corners will lead to elevated local stresses where fatigue cracks can initiate. Round holes and smooth transitions or fillets are therefore important to increase the fatigue strength of the structure. ASTM defines fatigue life, Nf, as the number of stress cycles of a specified character that a specimen sustains before failure of a specified nature occurs. For some materials there is a theoretical value for stress amplitude below which it will not fail for any number of cycles, called a fatigue limit, endurance limit, or fatigue strength. |
Fatigue Strength
 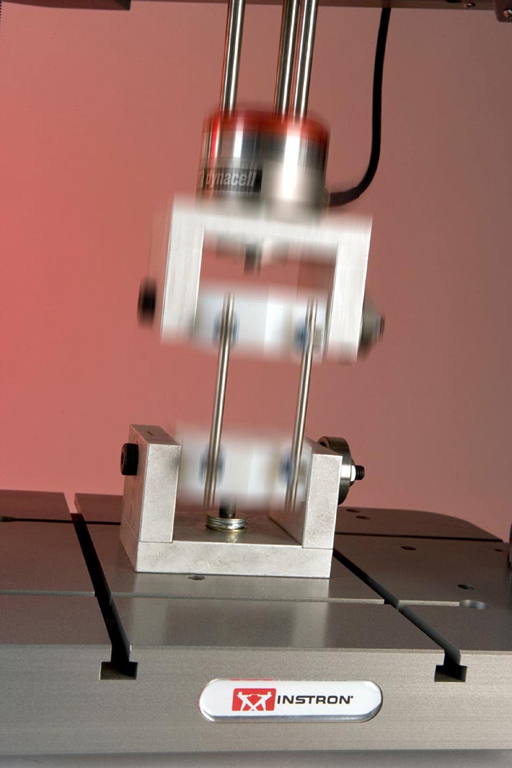 |
Also known as the Fatigue Limit or Endurance Limit is used to describe a property of materials: the amplitude (or range) of cyclic stress that can be applied to the material without causing fatigue failure. Ferrous alloys and titanium alloys have a distinct limit, an amplitude below which there appears to be no number of cycles that will cause failure. Other structural metals such as aluminum and copper, do not have a distinct limit and will eventually fail even from small stress amplitudes. In these cases, a number of cycles (usually 107) is chosen to represent the fatigue life of the material. The ASTM defines fatigue strength, SNf, as the value of stress at which failure occurs after Nf cycles, and fatigue limit, Sf, as the limiting value of stress at which failure occurs as Nf becomes very large. ASTM does not define endurance limit, the stress value below which the material will withstand many load cycles, but implies that it is similar to fatigue limit. Some authors use endurance limit, Se, for the stress below which failure never occurs, even for an indefinitely large number of loading cycles, as in the case of steel; and fatigue limit or fatigue strength, Sf, for the stress at which failure occurs after a specified number of loading cycles, such as 500 million, as in the case of aluminum. |
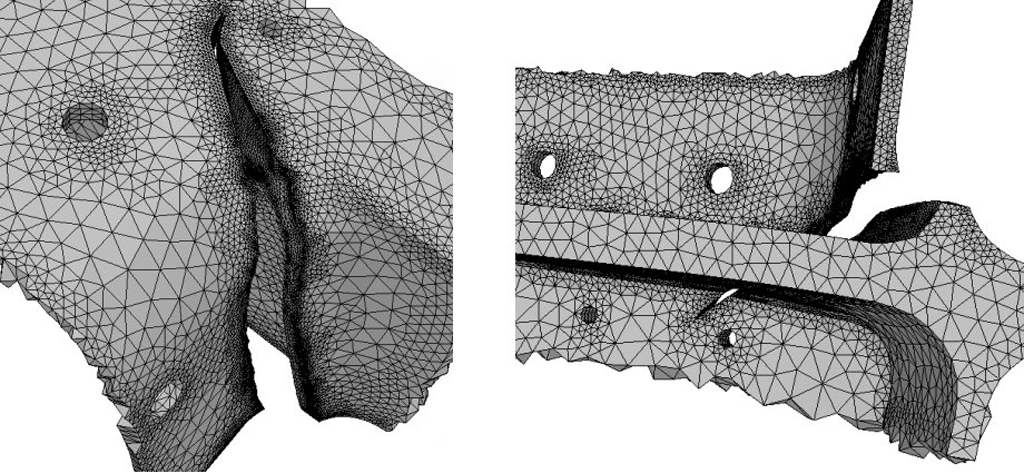
Finite Element Analysis (FEA)
  |
FEA is the practical application of the Finite Element Method (FEM). However, it's commercial use typically only refers to it's application in stress/strain analysis. In reality, FEA is employed in an extremely broad range of engineering analysis software, including Multiphysics, chemical kinetics, fluid mechanics, heat transfer, electric and magnetic fields, and molecular dynamics.
FEA based Stress/Stain analysis consists of a computer model of a material or design that is stressed and analyzed for specific results. It is used in new product design, and existing product refinement. A company is able to verify a proposed design will be able to perform to the client's specifications prior to manufacturing or construction. Modifying an existing product or structure is utilized to qualify the product or structure for a new service condition. In case of structural failure, FEA may be used to help determine the design modifications to meet the new condition. There are generally two types of analysis that are used in industry: 2-D modeling, and 3-D modeling. While 2-D modeling conserves simplicity and allows the analysis to be run on a relatively normal computer, it tends to yield less accurate results. 3-D modeling, however, produces more accurate results while sacrificing the ability to run on all but the fastest computers effectively. Within each of these modeling schemes, the programmer can insert numerous algorithms (functions) which may make the system behave linearly or non-linearly. Linear systems are far less complex and generally do not take into account plastic deformation. Non-linear systems do account for plastic deformation, and many also are capable of testing a material all the way to fracture. |
Finite Element Method (FEM)
  |
A numerical technique for finding approximate solutions of partial differential equations (PDE) as well as integral equations. The solution approach is based either on eliminating the differential equation completely (steady state problems), or rendering the PDE into an approximating system of ordinary differential equations, which are then numerically integrated using standard techniques such as Euler's method, Runge-Kutta, etc. In solving partial differential equations, the primary challenge is to create an equation that approximates the equation to be studied, but is numerically stable, meaning that errors in the input and intermediate calculations do not accumulate and cause the resulting output to be meaningless. There are many ways of doing this, all with advantages and disadvantages. The finite element method is a good choice for solving partial differential equations over complicated domains (like cars and oil pipelines), when the domain changes (as during a solid state reaction with a moving boundary), when the desired precision varies over the entire domain, or when the solution lacks smoothness. For instance, in a frontal crash simulation it is possible to increase prediction accuracy in "important" areas like the front of the car and reduce it in its rear (thus reducing cost of the simulation). |
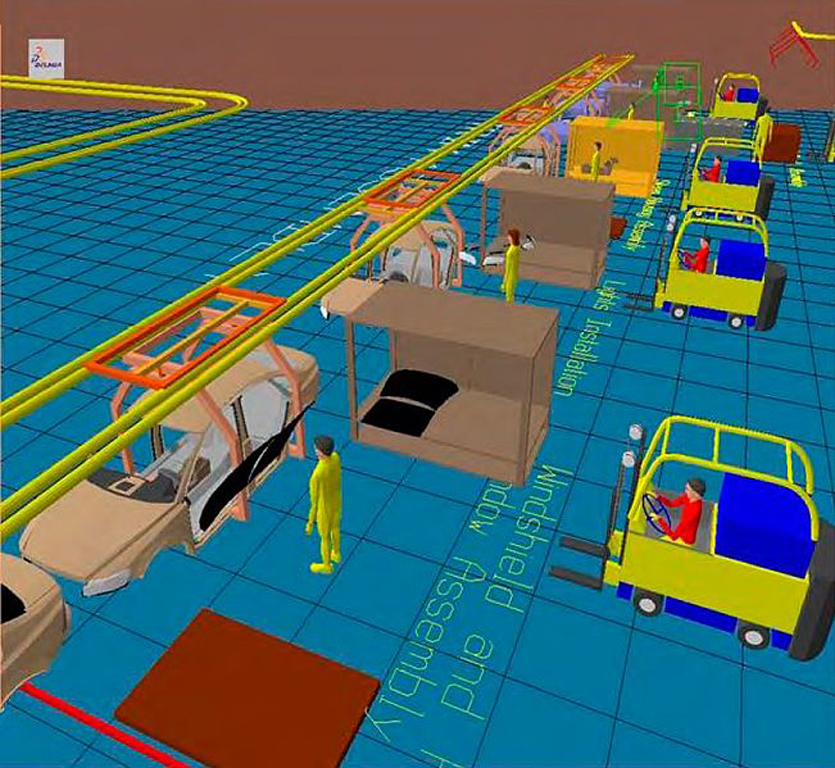
Flexible Manufacturing System (FMS)
  |
A manufacturing system in which there is some amount of flexibility that allows the system to react in the case of changes, whether predicted or unpredicted. This flexibility is generally considered to fall into two categories, which both contain numerous subcategories. The first category, machine flexibility, covers the system's ability to be changed to produce new product types, and ability to change the order of operations executed on a part. The second category is called routing flexibility, which consists of the ability to use multiple machines to perform the same operation on a part, as well as the system's ability to absorb large-scale changes, such as in volume, capacity, or capability. Most FMS consist of three main systems. The work machines which are often automated CNC machines are connected by a material handling system to optimize parts flow and the central control computer which controls material movements and machine flow. The main advantages of an FMS is its high flexibility in managing manufacturing resources like time and effort in order to manufacture a new product. The best application of an FMS is found in the production of small sets of products like those from a mass production. |
Flexible Product Development
  |
The ability to make changes in the product being developed or in how it is developed, even relatively late in development, without being too disruptive. Consequently, the later one can make changes, the more flexible the process is, the less disruptive the change is, the greater the flexibility. Flexibility is important because the development of a new product naturally involves change from what came before it. Change can be expected in what the customer wants and how the customer might use the product, in how competitors might respond, and in the new technologies being applied in the product or in its manufacturing process. The more innovative a new product is, the more likely it is that the development team will have to make changes during development. Flexible development counteracts the tendencies of many contemporary management approaches to plan a project completely at its outset and discourage change thereafter. These include Six Sigma, which aims to drive variation out of a process; lean, which acts to drive out waste; and traditional project management and phased development systems (including the popular Stage-Gate model), which encourage upfront planning and following the plan. Although these methodologies have strengths, their side effect is encouraging rigidity in a process that needs flexibility to be effective, especially for truly innovative products.
|
Food and Drug Administration (FDA)
  |
An agency of the United States Department of Health and Human Services, one of the United States federal executive departments. The FDA is responsible for protecting and promoting public health through the regulation and supervision of medical devices. The Center for Devices and Radiological Health (CDRH) is the branch of the FDA responsible for the premarket approval of all medical devices, as well as overseeing the manufacturing, performance and safety of these devices. The definition of a medical device is given in the FD&C Act, and it includes products from the simple toothbrush to complex devices such as implantable brain pacemakers. Clearance requests are for medical devices that prove they are "substantially equivalent" to the predicate devices already on the market. Approved requests are for items that are new or substantially different and need to demonstrate "safety and efficacy", for example it may be inspected for safety in case of new toxic hazards. Both aspects need to be proved or provided by the submitter to ensure proper procedures are followed. |
Forging
  |
A manufacturing process involving the shaping of metal using localized compressive forces. Forging is often classified according to the temperature at which it is performed: "cold", "warm", or "hot" forging. Forged parts can range in weight from less than a kilogram to 580 metric tons. Forged parts usually require further processing to achieve a finished part. There are many different kinds of forging processes available, however they can be grouped into three main classes:
1. Drawn out: length increases, cross-section decreases
2. Upset: length decreases, cross-section increases
3, Squeezed in closed compression dies: produces multidirectional flow
Common forging processes include: roll forging, swaging, cogging, open-die forging, closed-die forging (See "Precision Forging"), press forging, automatic hot forging and upsetting. |
Fracture Mechanics
  |
The field of mechanics concerned with the study of the propagation of cracks in materials. It uses methods of analytical solid mechanics to calculate the driving force on a crack and those of experimental solid mechanics to characterize the material's resistance to fracture. In modern materials science, fracture mechanics is an important tool in improving the mechanical performance of materials and components. It applies the physics of stress and strain, in particular the theories of elasticity and plasticity, to the microscopic crystallographic defects found in real materials in order to predict the macroscopic mechanical failure of bodies. Fractography is widely used with fracture mechanics to understand the causes of failures and also verify the theoretical failure predictions with real life failures. Arising from the manufacturing process, interior and surface flaws are found in all metal structures. Not all such flaws are unstable under service conditions. Fracture mechanics is the analysis of flaws to discover those that are safe (that is, do not grow) and those that are liable to propagate as cracks and so cause failure of the flawed structure. Ensuring safe operation of structure despite these inherent flaws is achieved through damage tolerance analysis. Fracture mechanics as a subject for critical study has barely been around for a century and thus is relatively new. There is a high demand for engineers with fracture mechanics expertise, particularly in this day and age where engineering failure is considered 'shocking' amongst the general public. |
Freedom to Operate (FTO)
  |
Refers to determining whether a particular action, such as commercializing a product, can be done without infringing valid intellectual property rights of others. If a patent or patent application is discovered that seems to relate to the action for which you are seeking FTO, you can't immediately conclude that there isn't FTO, because for a variety of reasons the matter claimed in the patent could be available to use. Most commonly, claims in a particular patent could be invalid because there is prior art, perhaps a publication or a public presentation about the matter claimed in the patent, that the patent examination process didn't find. If there are valid intellectual property rights of others that would be infringed by the action you want to take, you may be able to obtain freedom to operate with respect to any one of those rights by negotiating for a license with the owner of the IP rights. |
Fused Deposition Modeling (FDM)
  |
An additive manufacturing technology commonly used for modeling, prototyping, and production applications. FDM works on an "additive" principle by laying down material in layers. A plastic filament or metal wire is unwound from a coil and supplies material to an extrusion nozzle which can turn the flow on and off. The nozzle is heated to melt the material and can be moved in both horizontal and vertical directions by a numerically controlled mechanism, directly controlled by a computer-aided manufacturing (CAM) software package. The model or part is produced by extruding small beads of thermoplastic material to form layers as the material hardens immediately after extrusion from the nozzle. Stepper motors or servo motors are typically employed to move the extrusion head. FDM uses the thermoplastics ABS, ABSi, polyphenylsulfone (PPSF), polycarbonate (PC), and Ultem 9085 (PEI), among others. |
Fuzzy Front End
  |
The front end period of the product development processes where an organization formulates a concept of the product to be developed and decides whether or not to invest resources in the further development of an idea. It is the phase between first consideration of an opportunity and when it is judged ready to enter the structured development process. It includes all activities from the search for new opportunities through the formation of a germ of an idea to the development of a precise concept. The Fuzzy Front End ends when an organization approves and begins formal development of the concept. Although the Fuzzy Front End may not be an expensive part of product development, it can consume 50% of development time and it is where major commitments are typically made involving time, money, and the product's nature, thus setting the course for the entire project and final end product. Consequently, this phase should be considered as an essential part of development rather than something that happens before development, and its cycle time should be included in the total development cycle time. |
Geometric Dimensioning and Tolerancing (GD&T)
 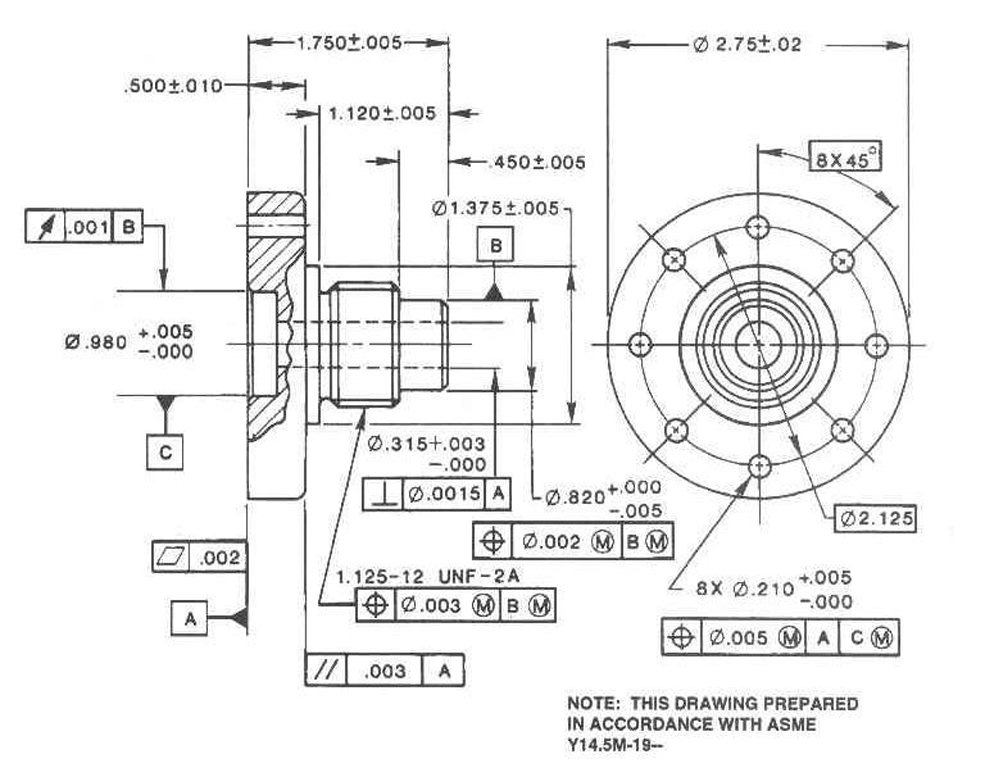 |
A system for defining and communicating engineering tolerances. It uses a symbolic language on engineering drawings and computer-generated three-dimensional solid models for explicitly describing nominal geometry and its allowable variation. It tells the manufacturing staff and machines what degree of accuracy and precision is needed on each facet of the part. According to the ASME Y14.5-2009 standard, the purpose of geometric dimensioning and tolerancing (GD&T) is to describe the engineering intent of parts and assemblies. Geometric dimensioning and tolerancing (GD&T) allows for a higher degree of control over the tolerance zones (allowable variations) of a particular region of a component. This higher degree of control over the component's dimensions can be critical to assure components that are to be assembled in close proximity to one another will mate reliably from one component to the next. |
Good Manufacturing Practice (GMP)
  |
A production and testing practice that helps to ensure a quality product. Many countries have legislated that pharmaceutical and medical device companies must follow GMP procedures, and have created their own GMP guidelines that correspond with their legislation. Basic concepts of all of these guidelines remain more or less similar to the ultimate goals of safeguarding the health of the patient as well as producing good quality medicine, medical devices or active pharmaceutical products. GMP guidelines are not prescriptive instructions on how to manufacture products. They are a series of general principles that must be observed during manufacturing. When a company is setting up its quality program and manufacturing process, there may be many ways it can fulfill GMP requirements. It is the company's responsibility to determine the most effective and efficient quality process. |
Heat Treating
  |
A group of industrial and metalworking processes used to alter the physical, and sometimes chemical, properties of a material. The most common application is metallurgical. Heat treatment involves the use of heating or chilling, normally to extreme temperatures, to achieve a desired result such as hardening or softening of a material. Heat treatment techniques include annealing, case hardening, precipitation strengthening, tempering and quenching. It is noteworthy that while the term heat treatment applies only to processes where the heating and cooling are done for the specific purpose of altering properties intentionally, heating and cooling often occur incidentally during other manufacturing processes such as hot forming or welding. |
House of Quality
 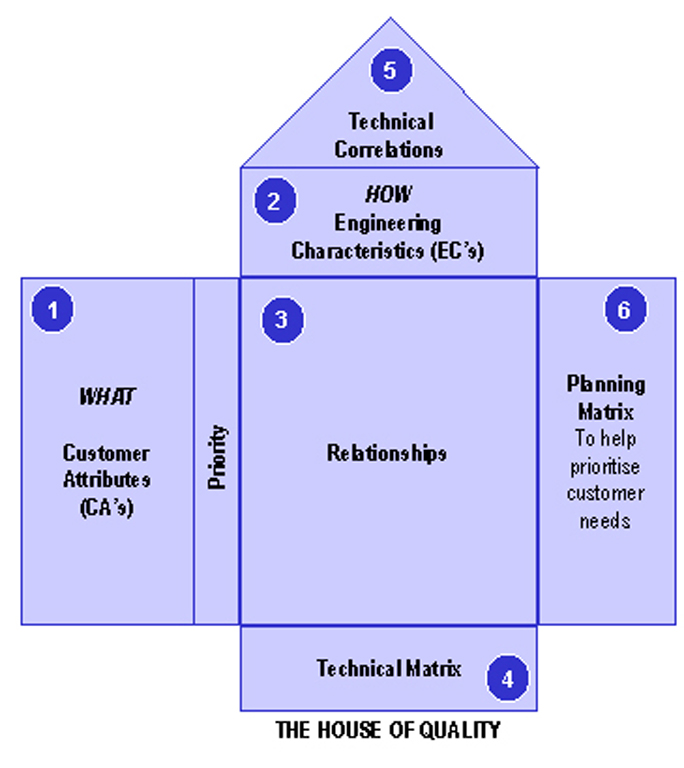 |
A diagram, resembling a house, used for defining the relationship between customer desires and the product capabilities. It is a part of the Quality Function Deployment (QFD) and it utilizes a planning matrix to relate what the customer wants to how a firm (that produces the products) is going to meet those wants. It looks like a House with a "correlation matrix" as its roof, customer wants versus product features as the main body, competitor evaluation as the porch etc. It is based on "the belief that products should be designed to reflect customers' desires and tastes. It also is reported to increase cross functional integration within organizations using it, especially between marketing, engineering and manufacturing. The basic structure is a table with "Whats" as the labels on the left and "Hows" across the top. The roof is a diagonal matrix of "Hows vs. Hows" and the body of the house is a matrix of "Whats vs. Hows". Both of these matrices are filled with indicators of whether the interaction of the specific item is a strong positive, a strong negative, or somewhere in between. Additional annexes on the right side and bottom hold the "Whys" (market research, etc.) and the "How Muches". Rankings based on the Whys and the correlations can be used to calculate priorities for the Hows. |
Human Computer Interaction (HCI)
  |
Involves the study, planning, and design of the interaction between people (users) and computers. It is often regarded as the intersection of computer science, behavioral sciences, design and several other fields of study. Interaction between users and computers occurs at the user interface (or simply interface), which includes both software and hardware; for example, characters or objects displayed by software on a personal computer's monitor, input received from users via hardware peripherals such as keyboards and mouses, and other user interactions with large-scale computerized systems such as aircraft and power plants. An often-sought facet of HCI is the securing of user satisfaction (see Computer user satisfaction), although user satisfaction is not the same thing as user performance by most meaningful metrics. Attention to human-machine interaction is important, because poorly designed human-machine interfaces can lead to many unexpected problems. |
Human Factors Engineering (HFE)
  |
Also see "Ergonomics". HFE is the discipline of applying what is known about human capabilities and limitations to the design of products, processes, systems, and work environments. It can be applied to the design of all systems having a human interface, including hardware and software. Its application to system design improves ease of use, system performance and reliability, and user satisfaction, while reducing operational errors, operator stress, training requirements, user fatigue, and product liability. HFE is distinctive in being the only discipline that relates humans to technology. Human factors engineering focuses on how people interact with tasks, machines (or computers), and the environment with the consideration that humans have limitations and capabilities. Human factors engineers evaluate "Human to Human," "Human to Group," "Human to Organizational," and "Human to Machine (Computers)" interactions to better understand these interactions and to develop a framework for evaluation. Human Factors engineering activities include:
1. Usability assurance.
2. Determination of desired user profiles.
3. Development of user documentation.
4. Development of training programs.
|
Hydroforming
  |
Also known as Hydramolding or Hydropening, is a cost-effective way of shaping malleable metals such as aluminum or brass into lightweight, structurally stiff and strong pieces. Hydroforming is a specialized type of die forming that uses a high pressure hydraulic fluid to press room temperature working material into a die. To hydroform aluminum into a vehicle's frame rail, a hollow tube of aluminum is placed inside a negative mold that has the shape of the desired result. High pressure hydraulic pumps then inject fluid at very high pressure inside the aluminum which causes it to expand until it matches the mold. The hydroformed aluminum is then removed from the mold. Hydroforming allows complex shapes with concavities to be formed, which would be difficult or impossible with standard solid die stamping. Hydroformed parts can often be made with a higher stiffness-to-weight ratio and at a lower per unit cost than traditional stamped or stamped and welded parts. Virtually all metals capable of cold forming can be hydroformed, including aluminum, brass, carbon and stainless steel, copper, and high strength alloys. |
Ideation
  |
Also known as Idea Generation or Brainstorming, is the creative process of generating, developing, and communicating new ideas, where an idea is understood as a basic element of thought that can be either visual, concrete, or abstract. Ideation is all stages of a thought cycle, from innovation, to development, to actualization. As such, it is an essential part of the design process, both in education and practice.
Methods of innovation include: Problem Solution, Evolutionary Idea, Symbiotic Idea, Revolutionary Idea, Serendipitous Discovery, Targeted Innovation, Artistic Innovation, Philosophical Idea, and Computer-assisted Discovery. |
Implant (Medicine)
  |
A medical device manufactured to replace a missing biological structure, support a damaged biological structure, or enhance an existing biological structure. Medical implants are man-made devices, in contrast to a transplant, which is a transplanted biomedical tissue. The surface of implants that contact the body might be made of a biomedical material such as titanium, silicone or apatite depending on what is the most functional. In some cases implants contain electronics e.g. artificial pacemaker and cochlear implants. Some implants are bioactive, such as subcutaneous drug delivery devices in the form of implantable pills or drug-eluting stents. Medical devices are classified by the FDA under three different classes depending on the risks that the medical device may impose on the user (See "Class I Medical Device", "Class II Medical Device", and "Class III Medical Device"). Among the most common types of medical implants are the pins, rods, screws and plates used to anchor fractured bones while they heal. Many implants typically fall under Class II and Class III devices. |
In Vitro Testing
  |
(Latin for "within glass") Refers to studies in experimental biology that are conducted using components of an organism that have been isolated from their usual biological context in order to permit a more detailed or more convenient analysis than can be done with whole organisms. Colloquially, these experiments are commonly referred to as "test tube experiments". In contrast, the term in vivo refers to work that is conducted with living organisms in their normal, intact state, while ex vivo refers to studies on functional organs that have been removed from the intact organism. |
In Vivo Testing
  |
(Latin for "within the living") Experimentation using a whole, living organism as opposed to a partial or dead organism, or an in vitro ("within the glass", i.e., in a test tube or petri dish) controlled environment. Animal testing and clinical trials are two forms of in vivo research. In vivo testing is often employed over in vitro because it is better suited for observing the overall effects of an experiment on a living subject.
|
Industrial Design (ID)
  |
The use of a combination of applied art and applied science to improve the aesthetics, ergonomics, and usability of a product, but it may also be used to improve the product's marketability and production. The role of an industrial designer is to create and execute design solutions for problems of form, usability, physical ergonomics, marketing, brand development, and sales. Industrial design is the professional service of creating and developing concepts and specifications that optimize the function, value and appearance of products and systems for the mutual benefit of both user and manufacturer. Although the process of design may be considered 'creative', many analytical processes also take place. In fact, many industrial designers often use various design methodologies in their creative process. Some of the processes that are commonly used are user research, sketching, comparative product research, model making, prototyping and testing. These processes are best defined by the designers and/or other team members. Industrial designers often utilize 3D software, computer-aided industrial design and CAD programs to move from concept to production. |
Injection Molding
  |
A manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials. Material is fed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the cavity. After a product is designed, usually by an industrial designer or an engineer, molds are made by a moldmaker (or toolmaker) from metal, usually either steel or aluminum, and precision-machined to form the features of the desired part. Injection molding is widely used for manufacturing a variety of parts, from the smallest component to entire body panels of cars. |
Inkjet Head 3D Printing
  |
An additive manufacturing technology that can make objects described by digital data. As in many other rapid prototyping processes, the part to be printed is built up from many thin cross sections of the 3D model. The inkjet-based technology works by jetting state of the art photopolymer materials in ultra-thin layers (16µ) onto a build tray layer by layer until the part is completed. Each photopolymer layer is cured by UV light immediately after it is jetted, producing fully cured models that can be handled and used immediately, without post-curing. The gel-like support material, which is specially designed to support complicated geometries, is easily removed by hand and water jetting. |
Innovation
  |
The creation of better or more effective products, processes, services, technologies, or ideas that are accepted by markets, governments, and society. Innovation differs from invention in that innovation refers to the use of a new idea or method, whereas invention refers more directly to the creation of the idea or method itself. |
Intellectual Property (IP)
  |
A term referring to a number of distinct types of creations of the mind for which a set of exclusive rights are recognized under the corresponding fields of law. Under intellectual property law, owners are granted certain exclusive rights to a variety of intangible assets, such as musical, literary, and artistic works; discoveries and inventions; and words, phrases, symbols, and designs. Common types of intellectual property rights include copyrights, trademarks, patents, industrial design rights and trade secrets in some jurisdictions. |
Interaction Design (IxD)
  |
In design, human-computer interaction, and software development, interaction design (Ix)D, is "about shaping digital things for people's use", alternately defined as "the practice of designing interactive digital products, environments, systems, and services." Like many other design fields interaction design also has an interest in form but its main focus is on behaviour. What clearly marks interaction design as a design field as opposed to a science or engineering field is that it is synthesis and imagining things as they might be, more so than focusing on how things are. Interaction design is heavily focused on satisfying the needs and desires of the people who will use the product. Where other disciplines like software engineering have a heavy focus on designing for technical stakeholders of a project. |
International Organization for Standardization (ISO)
  |
Widely known as ISO, is an international standard-setting body composed of representatives from various national standards organizations. ISO's main products are international standards. ISO also publishes technical reports, technical specifications, publicly available specifications, technical corrigenda, and guides. In the medical device development field, the two most important ISO standards are: ISO 9001:2008 (Quality Management Systems - Requirements) and ISO 13485:2003 (Medical Devices - Quality Management Systems - Requirements for regulatory purposes). |
Inventorship
  |
In patent law, an inventor is the person, or persons, who contribute to the claims of a patentable invention. Under U.S. case law, an inventor is the one with "intellectual domination" over the inventive process, and not merely one who assists in its reduction to practice. Since inventorship relates to the claims in a patent application, knowing who an inventor is under the patent law is sometimes difficult. In fact, inventorship can change during the prosecution of a patent application as claims are deleted or amended. "Joint inventors", or "co-inventors", exist when a patentable invention is the result of inventive work of more than one inventor. Joint inventors exist even where one inventor contributed a majority of the work. Absent a contract or license, the inventors are individuals who own the rights in an issued patent. Status as an inventor dramatically alters parties' ability to capitalize on the invention. |
Investment Casting
  |
An industrial process, also known as Lost-Wax Casting, that's one of the oldest known metal-forming techniques. Lost Foam Casting is a modern form of investment casting that eliminates certain steps in the process. The process is generally used for small castings, but has been used to produce complete aircraft door frames, steel castings of up to 300 kg (660 lbs) and aluminium castings of up to 30 kg (66 lbs). It is generally more expensive per unit than die casting or sand casting, but has lower equipment costs. It can produce complicated shapes that would be difficult or impossible with die casting, yet like that process, it requires little surface finishing and only minor machining. Investment casting is used with almost any castable metal, however aluminium alloys, copper alloys, and steel are the most common. In industrial usage the size limits are 3 g (0.1 oz) to about 5 kg (11 lb). The cross-sectional limits are 0.6 mm (0.024 in) to 75 mm (3.0 in). Typical tolerances are 0.1 mm for the first 25 mm (0.005 in for the first inch) and 0.02 mm for the each additional centimeter (0.002 in for each additional inch). A standard surface finish is 1.3–4 micrometres (50–125 μin) RMS. The advantages of investment casting are: Excellent surface finish, High dimensional accuracy, Extremely intricate parts are castable, Almost any metal can be cast, and No flash or parting lines. The main disadvantage is the overall cost.
|
ISO 13485
  |
ISO 13485:2016 (Medical Devices – Quality Management Systems – Requirements for regulatory purposes) is an ISO standard, published in 2016 and last confirmed and reviewed in 2020, that represents the requirements for a comprehensive management system for the design, manufacture, and delivery of medical devices and related services. Organizations of all sizes must follow the applicable guidelines to their processes. Compliance with ISO 13485 is often seen as the first step in achieving compliance with European regulatory requirements. |
ISO 9001
  |
ISO 9001:2008 (Quality management systems - Requirements) is a document of approximately 30 pages which is available from the national standards organization in each country. It is supplemented by two other standards: ISO 9000:2005 Quality management systems - Fundamentals and vocabulary and ISO 9004:2009 Managing for the sustained success of an organization - A quality management approach. Only ISO 9001 is directly audited against for third party assessment purposes. The other two standards are supplementary and contain deeper information on how to sustain and improve quality management systems; they are therefore not used directly during third party assessment. Before the certification body can issue or renew a certificate, the auditor must be satisfied that the company being assessed has implemented particular requirements The standard specifies that the organisation shall issue and maintain the following six documented procedures: Control of Documents (4.2.3), Control of Records (4.2.4), Internal Audits (8.2.2), Control of Nonconforming Product / Service (8.3), Corrective Action (8.5.2), and Preventive Action (8.5.3). In addition to these procedures, ISO 9001:2008 requires the organisation to document any other procedures required for its effective operation. The standard also requires the organisation to issue and communicate a documented quality policy, a Quality Manual (which may or may not include the documented procedures) and numerous records, as specified throughout the standard. |
Iterative Design
  |
A design methodology based on a cyclic process of prototyping, testing, analyzing, and refining a product or process. Based on the results of testing the most recent iteration of a design, changes and refinements are made. This process is intended to ultimately improve the quality and functionality of a design. In iterative design, interaction with the designed system is used as a form of research for informing and evolving a project, as successive versions, or iterations of a design are implemented. The iterative design process may be applied throughout the new product development process. However, changes are easiest and less expensive to implement in the earliest stages of development. The first step in the iterative design process is to develop a prototype. The prototype should be evaluated by a focus group or a group not associated with the product in order to deliver non-biased opinions. Information from the focus group should be synthesized and incorporated into the next iteration of the design. The process should be repeated until user issues have been reduced to an acceptable level. When properly applied, iterative design will ensure a product or process is the best solution possible. When applied early in the development stage, significant cost savings are possible. |
Kinematics
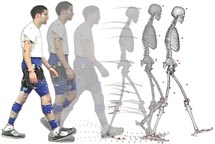 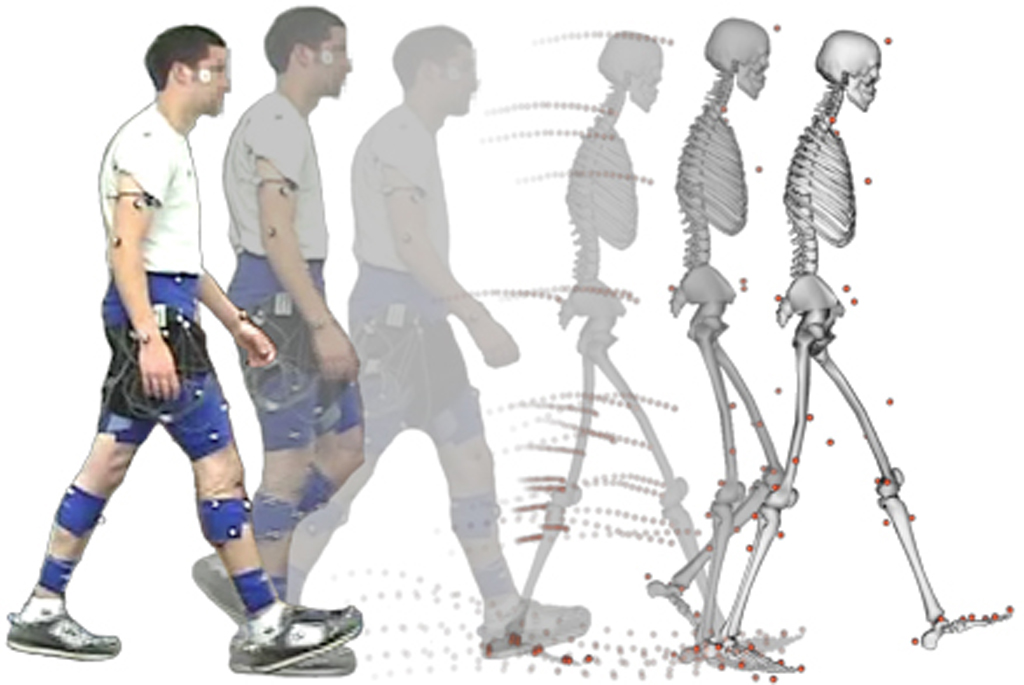 |
The branch of classical mechanics that describes the motion of points, bodies (objects) and systems of bodies (groups of objects) without consideration of the forces that cause it. The study of kinematics is often referred to as the geometry of motion. To describe motion, kinematics studies the trajectories of points, lines and other geometric objects and their differential properties such as velocity and acceleration. Kinematics is used in mechanical engineering, robotics and biomechanics to describe the motion of systems composed of joined parts (multi-link systems) such as a robotic arm or the skeleton of the human body. Kinematic analysis is the process of measuring the kinematic quantities used to describe motion. In engineering, for instance, kinematic analysis may be used to find the range of movement for a given mechanism, and, working in reverse, kinematic synthesis designs a mechanism for a desired range of motion. |
Knowledge-Based Engineering (KBE)
  |
A discipline with roots in computer-aided design (CAD) and knowledge-based systems that can act as a support tool for a design engineer generally within the context of product design. KBE can be defined as engineering on the basis of electronic knowledge models. Such knowledge models are the result of knowledge modeling that uses knowledge representation techniques to create the computer interpretable models. The knowledge models can be imported in and/or stored in specific engineering applications that enable engineers to specify requirements or create designs on the basis of the knowledge in such models. There are various methods available for the development of knowledge models. The development of KBE applications concerns the requirements to identify, capture, structure, formalize and finally implement knowledge. |
Laminated Object Manufacturing (LOM)
 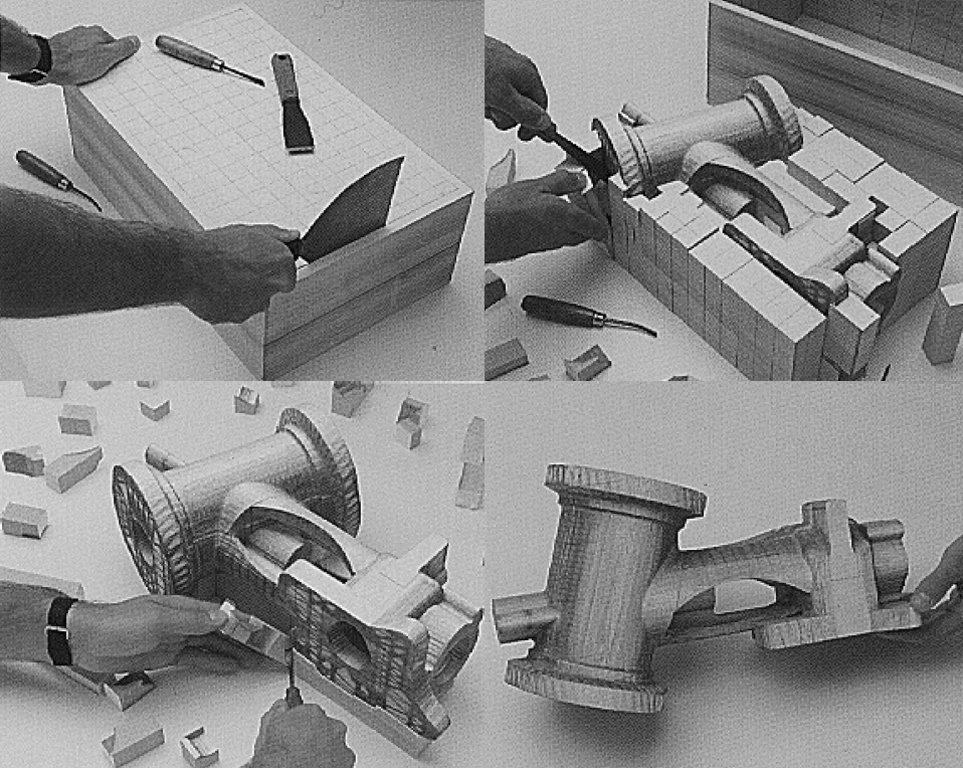 |
A rapid prototyping system where layers of adhesive-coated paper, plastic, or metal laminates are successively glued together and cut to shape with a knife or laser cutter. Dimensional accuracy is slightly less than that of Stereolithography and Selective laser sintering. With LOM no milling step is necessary and it presents a much lower cost solution due to readily available raw material. Paper models have wood like characteristics, and may be worked and finished accordingly. The process is performed as follows:
1. Sheet is adhered to a substrate with a heated roller.
2. Laser traces desired dimensions of prototype.
3. Laser cross hatches non-part area to facilitate waste removal.
4. Platform with completed layer moves down out of the way.
5. Fresh sheet of material is rolled into position.
6. Platform moves up into position to receive next layer.
7. The process is repeated. |
Laser Beam Welding (LBW)
 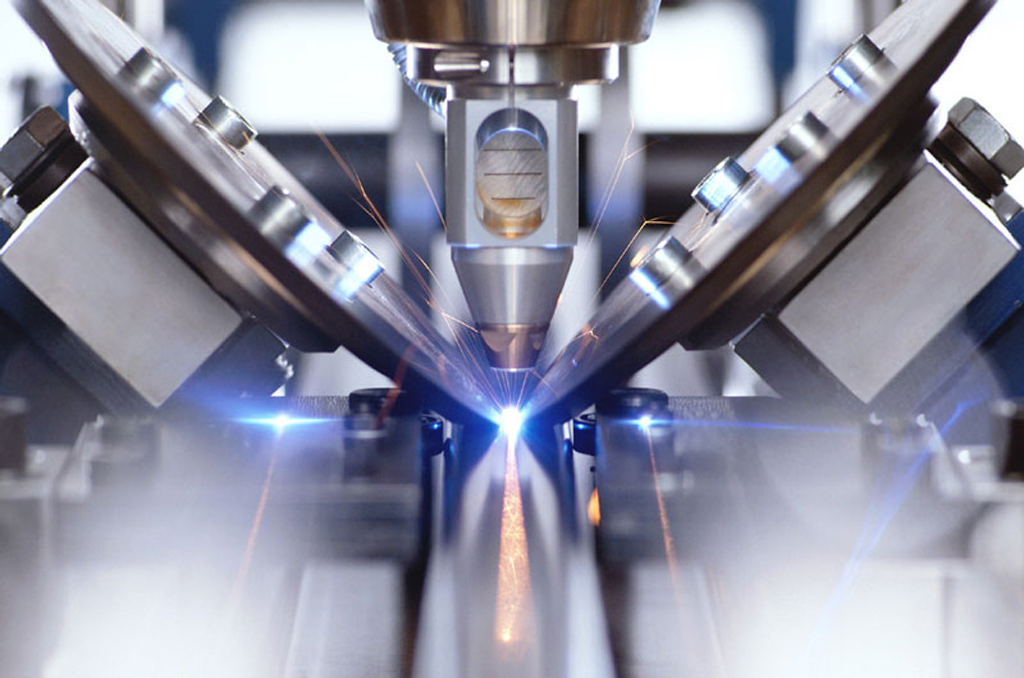 |
LBW is a welding technique used to join multiple pieces of metal through the use of a laser. The beam provides a concentrated heat source, allowing for narrow, deep welds and high welding rates. The process is frequently used in high volume applications, such as in the automotive industry. Like electron beam welding (EBW), laser beam welding has high power density (on the order of 1 MW/cm2) resulting in small heat-affected zones and high heating and cooling rates. The spot size of the laser can vary between 0.2 mm and 13 mm, though only smaller sizes are used for welding. The depth of penetration is proportional to the amount of power supplied, but is also dependent on the location of the focal point: penetration is maximized when the focal point is slightly below the surface of the workpiece. A continuous or pulsed laser beam may be used depending upon the application. Milliseconds long pulses are used to weld thin materials such as razor blades while continuous laser systems are employed for deep welds. LBW is a versatile process, capable of welding carbon steels, HSLA steels, stainless steel, aluminum, and titanium. |
Laser Scanning
 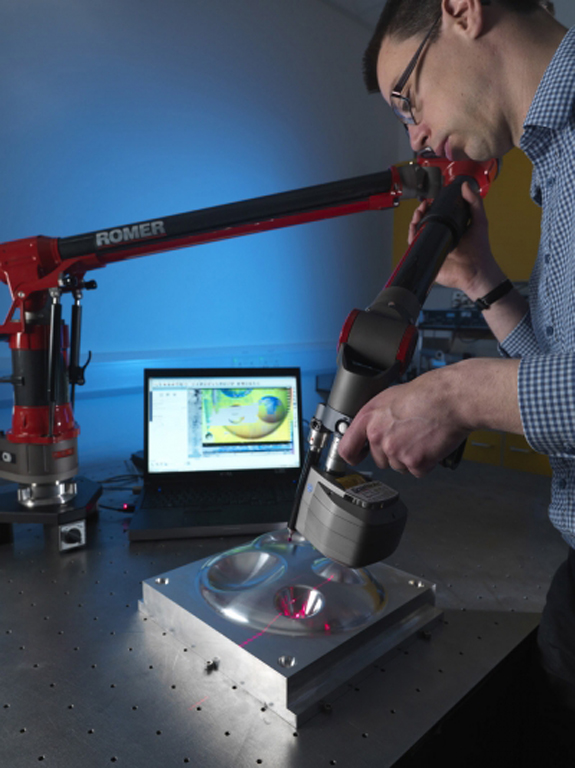 |
In modern engineering, with respect to geometric inspection and reverse engineering, the term `laser scanning' is used to describe the controlled steering of laser beams followed by a distance measurement at every pointing direction. This method, often called 3D object scanning or 3D laser scanning, is used to rapidly capture shapes of objects. 3D object scanning enhances the design process, speeds up and reduces data collection errors, saves time and money, and thus makes it an attractive alternative to traditional inspection, measurement, and data collection techniques. |
Lateral Thinking
 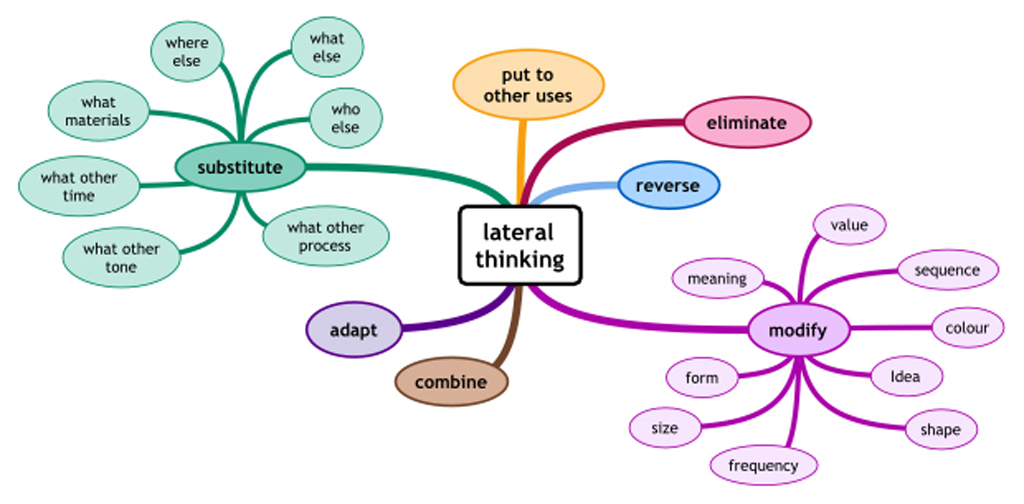 |
Solving problems through an indirect and creative approach, using reasoning that is not immediately obvious and involving ideas that may not be obtainable by using only traditional step-by-step logic. Lateral thinking is different from our normal perceptions regarding creativity and innovation, and it is even different from pure vertical logic and pure horizontal imagination:
Purely horizontal thinking is known as daydreaming. Fantasy. Mysticism. The purely horizontal thinker has a thousand ideas but puts none of them into action. He or she sees the big picture and all its possibilities but has little interest in linear, step-by-step implementation.
Purely vertical thinking leads to compliance, conformity, and a false sense of knowledge. (False because it's often just memorization in disguise. The student knows what to do without understanding why.) The purely vertical thinker is a nit-picker, a legalist, a tight-ass.
|
Lead User
  |
The Lead User Method is a market research tool that may be used by companies and / or individuals seeking to develop breakthrough products. In contrast to the traditional market research techniques that collect information from the users at the center of the target market, the Lead User method takes a different approach, collecting information about both needs and solutions from the leading edges of the target market and from analogue markets, markets facing similar problems in a more extreme form. The definition for a lead user is:
1. Lead users face needs that will be general in a marketplace, but face them months or years before the bulk of that marketplace encounters them, and
2. Lead users are positioned to benefit significantly by obtaining a solution to those needs.
In other words, Lead Users are users of a product or service that currently experience needs still unknown to the public and who also benefit greatly if they obtain a solution to these needs. |
Linear Dimensioning and Tolerancing
 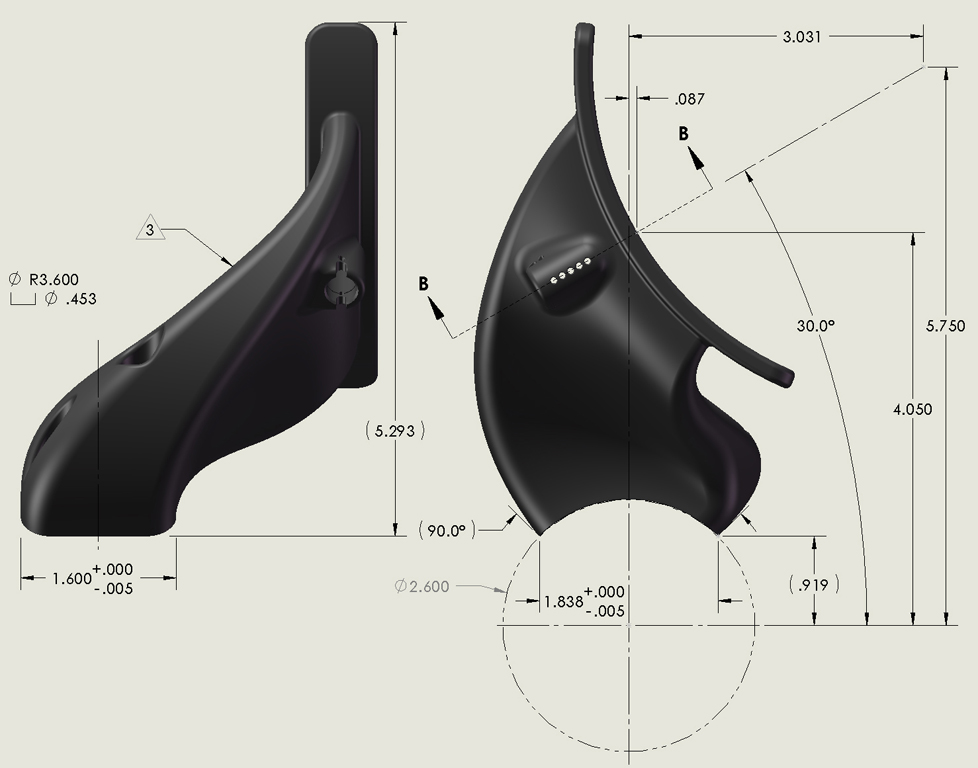 |
Almost all engineering drawings (except perhaps reference-only views or initial sketches) communicate not only geometry (shape and location) but also dimensions and tolerances for those characteristics. Linear Dimensioning is the simplest dimensioning system as it just specifies distances between points (such as an object's length or width, or hole center locations). Since the advent of well-developed interchangeable manufacture, these distances have been accompanied by tolerances of the plus-or-minus or min-and-max-limit types. Coordinate dimensioning was the sole best option until the development of geometric dimensioning and tolerancing (GD&T), which departs from the limitations of linear and coordinate dimensioning to allow the most logical tolerancing of both geometry and dimensions (that is, both form [shapes/locations] and sizes). |
Manufacturing Engineering
  |
A discipline of engineering dealing with different manufacturing practices and the research and development of processes, machines, tools and equipment. Dealing with machines that turns raw materials to a new product. This field also deals with the integration of different facilities and systems for producing quality products (with optimal expenditure) by applying the principles of physics and the results of manufacturing systems studies. Manufacturing engineers develop and create physical artifacts, production processes, and technology. It is a very broad area which includes the design and development of products. The manufacturing engineering discipline has very strong overlaps with mechanical engineering, industrial engineering, electrical engineering, electronic engineering, computer science, materials management, and operations management. Manufacturing engineers' success or failure directly impacts the advancement of technology and the spread of innovation.
|
Manufacturing Process Management (MPM)
 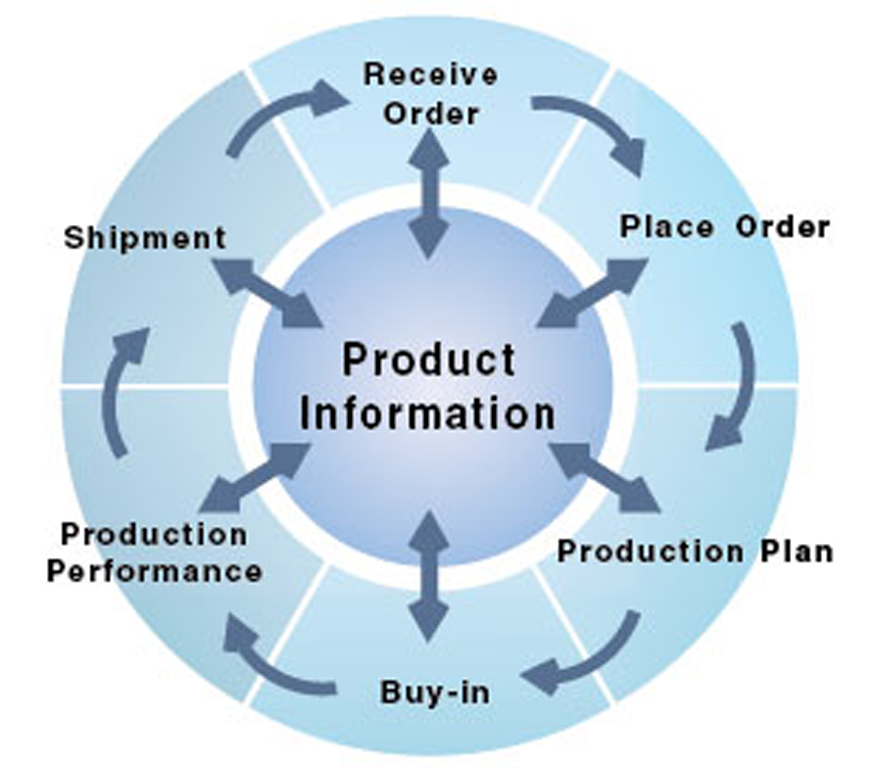 |
A collection of technologies and methods used to define how products are to be manufactured. MPM differs from ERP/MRP which is used to plan the ordering of materials and other resources, set manufacturing schedules, and compile cost data. A cornerstone of MPM is the central repository for the integration of all these tools and activities aids in the exploration of alternative production line scenarios; making assembly lines more efficient with the aim of reduced lead time to product launch, shorter product times and reduced work in progress (WIP) inventories as well as allowing rapid response to product or product changes. |
Manufacturing Process Planning (MPP)
  |
The task in the manufacturing process planning domain is to find a plan to manufacture a set of parts. This domain contains a variety of machines, such as lathes, punches, spray painting, welding, etc.. The operator specification defines features of each part that are described by a set of predicates, such as temperature, painted, has-hole, etc. These features are changed by the operators. The measure of plan cost is the schedule length, the (parallel) time to manufacture all parts. In this domain all of the machining operations are assumed to take unit time. The machines and the objects (parts) are modeled as resources in order to enforce that only one part can be placed on a machine at a time and that a machine can only operate on a single part at a time. |
Market Intelligence
  |
Occasionally called business intelligence, is a branch of market research, involving collation and analysis of available and relevant information and data on specific markets. Market intelligence typically involves collation of data from various sources such as company accounts, official statistics, data from trade bodies, interviews with business contacts, and research on consumer attitudes. Whereas market research is often considered a consumer-orientated discipline, market intelligence tends to offer a broader view of markets including business and sector data - such as market-sizing, -segmentation, and -share data. |
Market Penetration
  |
Market penetration occurs when a company enters/penetrates a market in which current products already exist. The best way to achieve this is by gaining competitors' customers (part of their market share). Other ways include attracting non-users of your product or convincing current clients to use more of your product/service (by advertising etc.). Penetration is a measure of brand or category popularity. It is defined as the number of people who buy a specific brand or a category of goods at least once in a given period, divided by the size of the relevant market population. |
Market Research
  |
Commonly interchanged with Marketing Research, is any organized effort to gather information about markets or customers. It is a very important component of product development and business strategy. Market research is a key factor to get advantage over competitors when developing a new product, as it can expose weaknesses in their products' design that can be capitalized on. Market research provides important information to identify and analyze the market need, market size and competition. Market research, includes social and opinion research, and is the systematic gathering and interpretation of information about individuals or organizations using statistical and analytical methods and techniques of the applied social sciences to gain insight or support decision making. |
Material Requirements Planning (MRP)
 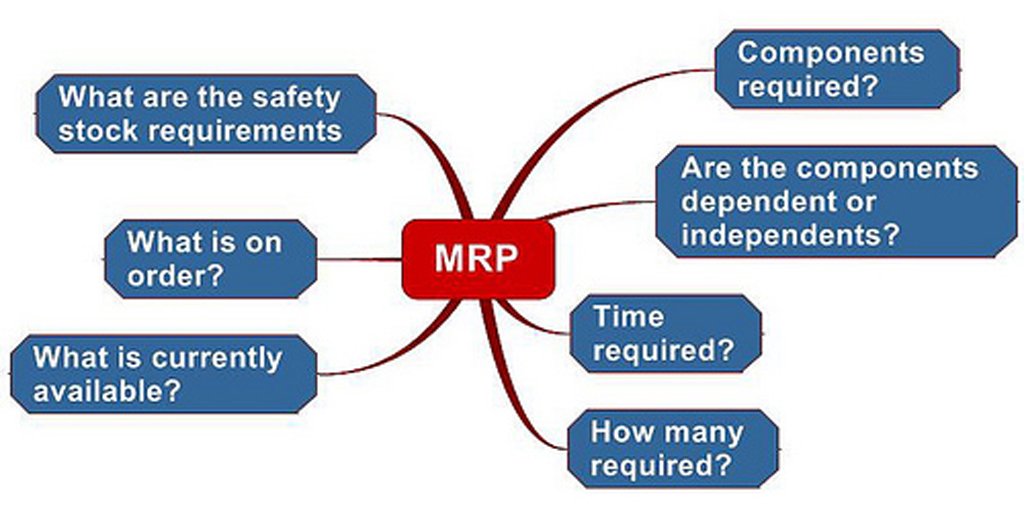 |
A production planning and inventory control system used to manage manufacturing processes. Most MRP systems are software-based, while it is possible to conduct MRP by hand as well. An MRP system is intended to simultaneously meet three objectives:
1. Ensure materials are available for production and products are available for delivery to customers.
2. Maintain the lowest possible material and product levels in store
3. Plan manufacturing activities, delivery schedules and purchasing activities. |
Materials Selection
  |
When designing new products, the main goal of material selection is to minimize cost while meeting product performance goals. Systematic selection of the best material for a given application begins with properties and costs of candidate materials. For example, for reusable medical devices, materials must be selected that can withstand the extreme environmental conditions they'll be exposed to during thousands of autoclave starilization cycles. Systematic selection for applications requiring multiple criteria is more complex. For example, a rod which should be stiff and light requires a material with high Young's modulus and low density. If the rod will be pulled in tension, the specific modulus, should be considered. But because a plate's bending stiffness scales as its thickness cubed, the best material for a stiff and light plate is determined by the cube root of stiffness divided density. For medical applications where x-rays will be taken, any materials that might adversely obscure the x-ray path must be radiolucent, such as most carbon-fiber composites and plastics are. |
Mechanical Engineering
  |
A discipline of engineering that applies the principles of physics and materials science for analysis, design, manufacturing, and maintenance of mechanical systems. It is the branch of engineering that involves the production and usage of heat and mechanical power for the design, production, and operation of machines and tools. It is one of the oldest and broadest engineering disciplines. The engineering field requires an understanding of core concepts including mechanics, kinematics, thermodynamics, materials science, and structural analysis. Mechanical engineers use these core principles along with tools like computer-aided engineering and product lifecycle management to design and analyze manufacturing plants, industrial equipment and machinery, heating and cooling systems, transport systems, aircraft, watercraft, robotics, medical devices and more. |
Mechanics
  |
The branch of physics concerned with the behavior of physical bodies when subjected to forces or displacements, and the subsequent effects of the bodies on their environment. The discipline has its roots in several ancient civilizations (see History of classical mechanics and Timeline of classical mechanics). During the early modern period, scientists such as Galileo, Kepler, and especially Newton, laid the foundation for what is now known as classical mechanics. It is a branch of classical physics that deals with the particles that are moving either with less velocity or that are at rest. Sub-disciplines of mechanics utilized for medical device product design and development include: Solid mechanics, elasticity, Fracture mechanics, Statics, Fluid mechanics, Continuum mechanics, Hydraulics, Fluid statics, Applied mechanics (Engineering mechanics), Biomechanics, and Biophysics. |
Mechatronics
  |
The combination of Mechanical Engineering, Electronic Engineering, Computer Engineering, Software Engineering, Controls Engineering, and Systems Design Engineering in order to design and manufacture useful products. Mechatronics is a multidisciplinary field of engineering, that is to say it rejects splitting engineering into separate disciplines. Originally, mechatronics just included the combination between mechanics and electronics, hence the word is only a portmanteau of mechanics and electronics; however, as technical systems has become more and more complex the word has been "updated" during recent years to include more technical areas. A mechatronics engineer unites the principles of mechanics, electronics, and computing to generate a simpler, more economical and reliable system. |
Medical Device
  |
An instrument, apparatus, implant, in vitro reagent, or other similar or related article, which is intended for use in the diagnosis of disease or other conditions, or in the cure, mitigation, treatment, or prevention of disease, or intended to affect the structure or any function of the body and which does not achieve any of its primary intended purposes through chemical action within or on the body. Whereas medicinal products (also called pharmaceuticals) achieve their principal action by pharmacological, metabolic or immunological means, medical devices act by other means like physical, mechanical, thermal, physico-chemical or chemical means. Medical devices include a wide range of products varying in complexity and application. Examples include total hp replacements (THR), surgical instruments, and operating room equipment. The Food and Drug Administration has recognized three classes of medical devices based on the level of control necessary to assure the safety and effectiveness of the device.
Class I: General controls
Class II: General controls with special controls
Class III: General controls and premarket approval |
Medical Device Directive
  |
Intended to harmonize the laws relating to medical devices within the European Union. The MD Directive is a 'New Approach' Directive and consequently in order for a manufacturer to legally place a medical device on the European market the requirements of the MD Directive have to be met. Manufacturers' products meeting 'harmonised standards' have a presumption of conformity to the Directive. Products conforming with the MD Directive must have a CE mark applied. The Directive was most recently reviewed and amended by the 2007/47/EC and a number of changes were made. Compliance with the revised directive became mandatory on March 21, 2010. |
Metal Casting
  |
Involves pouring liquid metal into a mold, which contains a hollow cavity of the desired shape, and then allowing it to cool and solidify. The solidified part is also known as a casting, which is ejected or broken out of the mold to complete the process. Casting is most often used for making complex shapes that would be difficult or uneconomical to make by other methods. The casting process is subdivided into two main categories: expendable and non-expendable casting. It is further broken down by the mold material, such as sand or metal, and pouring method, such as gravity, vacuum, or low pressure. |
Metal Injection Molding (MIM)
  |
A metalworking process where finely-powdered metal is mixed with a measured amount of binder material to comprise a 'feedstock' capable of being handled by plastic processing equipment through a process known as injection mold forming. The molding process allows complex parts to be shaped in a single operation and in high volume. End products are commonly component items used in various industries and applications. The nature of MIM feedstock flow is defined by a physics called rheology. Current equipment capability requires processing to stay limited to products that can be molded using typical volumes of 100 grams or less per "shot" into the mold. Rheology does allow this "shot" to be distributed into multiple cavities, thus becoming cost-effective for small, intricate, high-volume products which would otherwise be quite expensive to produce by alternate or classic methods. The variety of metals capable of implementation within MIM feedstock are referred to as powder metallurgy, and these contain the same alloying constituents found in industry standards for common and exotic metal applications. Subsequent conditioning operations are performed (sintering) on the molded shape, where the binder material is removed and the metal particles are coalesced into the desired state for the metal alloy. |
Metal Spinning
 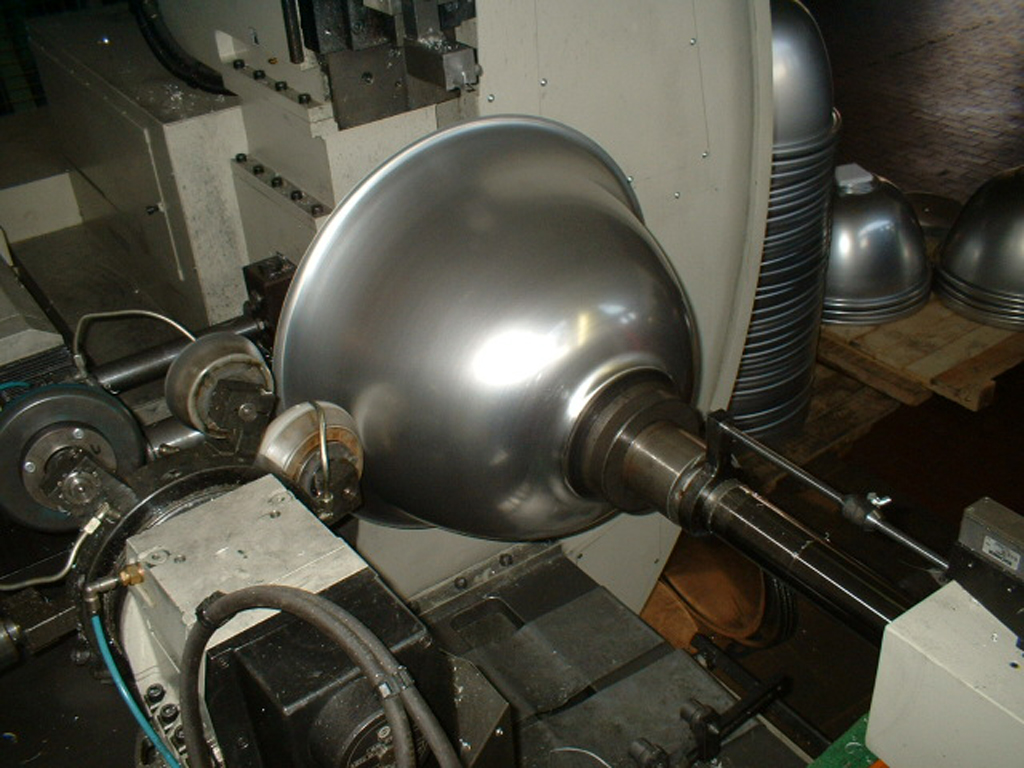 |
Also known as spin forming or spinning, is a metalworking process by which a disc or tube of metal is rotated at high speed and formed into an axially symmetric part. Spinning can be performed by hand or by a CNC lathe. Metal spinning ranges from an artisan's specialty to the most advantageous way to form round metal parts for commercial applications. Commercial applications include rocket nose cones, cookware, gas cylinders, brass instrument bells, and public waste receptacles. Virtually any ductile metal may be formed, from aluminum or stainless steel, to high-strength, high-temperature alloys. The diameter and depth of formed parts are limited only by the size of the equipment available. Other methods of forming round metal parts include hydroforming, stamping and forging or casting. Hydroforming and stamping generally have a higher fixed cost, but a lower variable cost than metal spinning. Forging or casting have a higher fixed cost due to the large equipment needed, but generally a lower variable cost. As machinery for commercial applications has improved, parts are being spun with thicker materials in excess of 1" thick steel. Conventional spinning also wastes a considerably smaller amount of material than other methods. |
Microelectromechanical Systems (MEMS)
 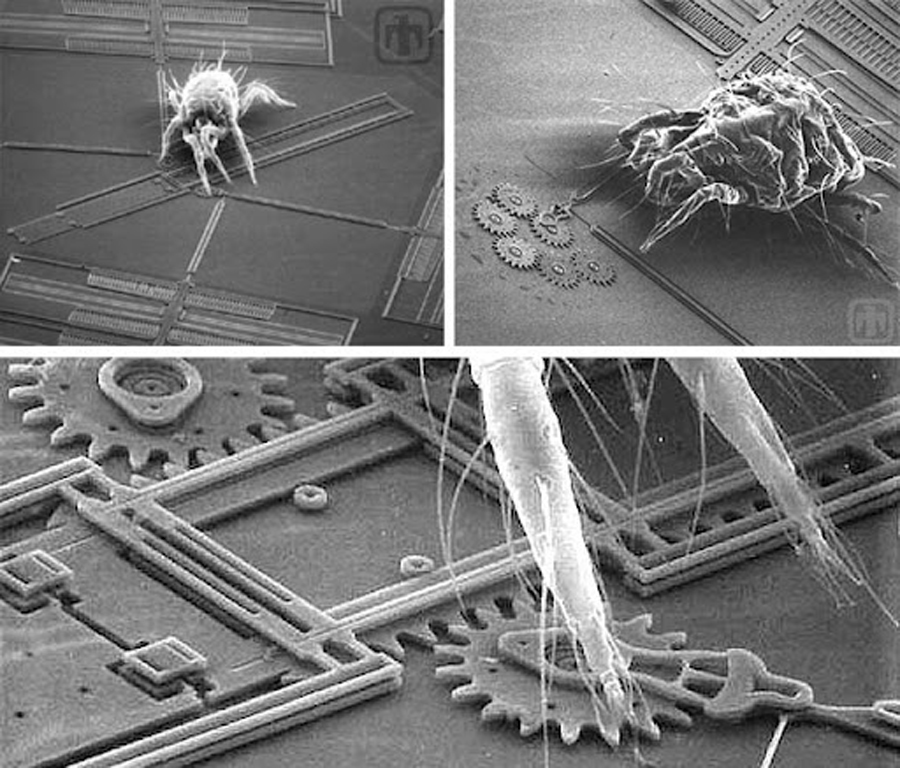 |
Also written as micro-electro-mechanical, MicroElectroMechanical or microelectronic and microelectromechanical systems, is the technology of very small devices; it merges at the nano-scale into nanoelectromechanical systems (NEMS) and nanotechnology. MEMS are separate and distinct from the hypothetical vision of molecular nanotechnology or molecular electronics. MEMS are made up of components between 1 to 100 micrometres in size (i.e. 0.001 to 0.1 mm), and MEMS devices generally range in size from 20 micrometres (20 millionths of a metre) to a millimetre (i.e. 0.02 to 1.0 mm). They usually consist of a central unit that processes data (the microprocessor) and several components that interact with the outside such as microsensors. At these size scales, the standard constructs of classical physics are not always useful. Because of the large surface area to volume ratio of MEMS, surface effects such as electrostatics and wetting dominate volume effects such as inertia or thermal mass. |
Milling
 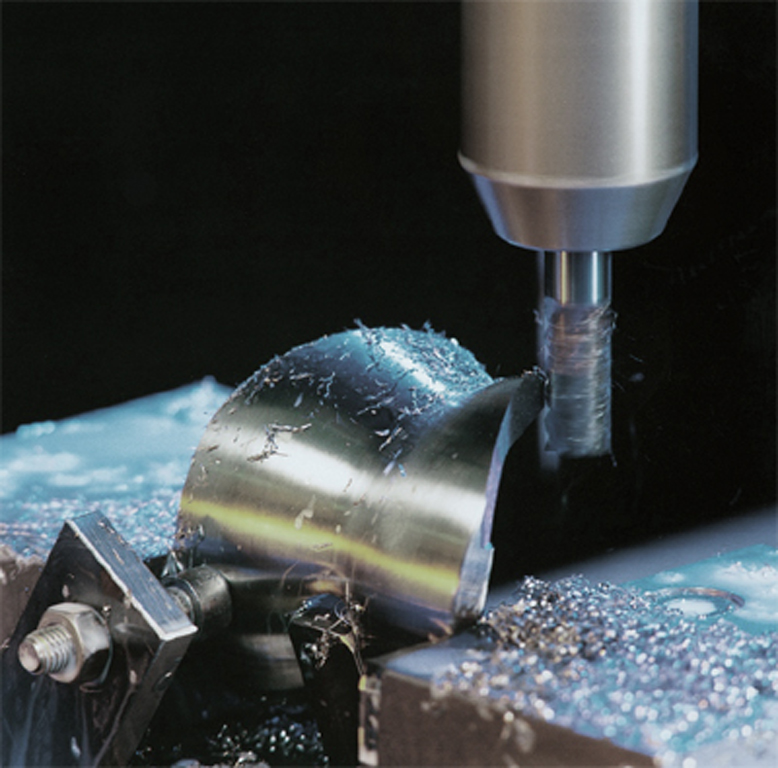 |
Milling is a manufacturing method where material is incrementally removed from the workpiece. Milling machines are often classed in two basic forms, horizontal and vertical, which refers to the orientation of the main spindle. Both types range in size from small, bench-mounted devices to room-sized machines. Unlike a drill press, which holds the workpiece stationary as the drill moves axially to penetrate the material, milling machines also move the workpiece radially against the rotating milling cutter, which cuts on its sides as well as its tip. Workpiece and cutter movement are precisely controlled to less than 0.001 in (0.025 mm), usually by means of precision ground slides and leadscrews or analogous technology. Milling machines may be manually operated, mechanically automated, or digitally automated via computer numerical control. |
Non-Obviousness
  |
Refers to the patentability requirement present in most patent laws, according to which an invention should be sufficiently inventive (i.e., non-obvious) in order to be patented. One of the main requirements of patentability is that the invention being patented is not obvious, meaning that a "person having ordinary skill in the art" would not know how to solve the problem at which the invention is directed by using exactly the same mechanism. Furthermore, the combination of previously known elements can be considered obvious. There must be a suggestion or teaching in the prior art to combine elements shown in the prior art in order to find a patent obvious. Thus, in general the critical inquiry is whether there is something in the prior art to suggest the desirability, and thus the obvious nature, of the combination of previously known elements.
|
Novelty
  |
An invention is not novel, and therefore not patentable, if the claimed subject matter was disclosed by another party before the date of filing, or before the date of priority if a priority is claimed, of the patent application. The standard method for researching the novelty of an invention is to perform a prior art search. A prior art search is generally performed with a view to proving that the invention is "not new" or old. No search can possibly cover every single publication or use on earth, and therefore cannot prove that an invention is "new". A prior art search may for instance be performed using a keyword search of large patent databases, scientific papers and publications, and on Google. However, it is impossible to guarantee the novelty of an invention, even once a patent has been granted, since some obscure little known publication may have disclosed the invention as claimed. |
Orthopedics (Orthopaedics)
  |
The study of the human musculoskeletal system. The Greek word 'ortho' means straight or correct and 'pedics' comes from the Greek 'pais' meaning children. Orthopedic doctors (also called Orthopedists or Orthopeds) specialize in diagnosis and treatment of problems of the musculoskeletal system. The musculoskeletal system includes: bones, joints, ligaments, tendons, muscles, and nerves. It is a main branch of surgery. A number of professions offer non-surgical treatment options for many orthopedic problems, such as: physiotherapy, chiropractic, occupational therapy, podiatry, and kinesiology. Conditions requiring medication or surgical intervention are managed by orthopedic surgeons and podiatric surgeons. |
Overmolding
  |
Overmolding adds a soft-touch exterior of products that enhances grip or "feel" and also provides a stylish appearance that's attractive to consumers. Overmolding also reduces shock and vibration, dampens sound, provides electrical insulation, and improves chemical/UV resistance-which increases product longevity. Depending on the particular product, overmolding can be a single-shot or multi-shot operation. Thermoplastic elastomers (TPEs) or liquid silicones are typically utilized for overmolding depending on the application. |
Participatory Design (PD)
  |
Known before as 'Cooperative Design', is an approach to design attempting to actively involve all stakeholders (e.g. employees, partners, customers, citizens, end users) in the design process in order to help ensure the product designed meets their needs and is usable. In participatory design participants (putative, potential or future) are invited to cooperate with designers, researchers and developers during an innovation process. Potentially, they participate during several stages of an innovation process: they participate during the initial exploration and problem definition both to help define the problem and to focus ideas for solution, and during development, they help evaluate proposed solutions. The term is used in a variety of fields (e.g. software design, product design, graphic design, planning and medicine) as a way of creating environments that are more responsive and appropriate to their inhabitants' and users' cultural, emotional, spiritual and practical needs. It is one approach to placemaking. It has been used in many settings and at various scales. Participatory design is an approach which is focused on processes and procedures of design and is not a design style. For some, this approach has a political dimension of user empowerment and democratization. For others, it is seen as a way of abrogating design responsibility and innovation by designers.
|
Passivation
  |
In physical chemistry and engineering, is a material becoming "passive" in relation to being less affected by environmental factors such as air or water. It means a shielding outer layer of corrosion which can be demonstrated with a micro-coating or found occurring spontaneously in nature. Passivation is useful in strengthening, and preserving the appearance of, metallics. As a technique, passivating is using a light coat of material such as metal oxide to create a shell against corrosion. Stainless steels are corrosion-resistant by nature, which might suggest that passivating them would be unnecessary. However, stainless steels are not completely impervious to rusting. One common mode of corrosion in corrosion-resistant steels is when small spots on the surface begin to rust because grain boundaries or embedded bits of foreign matter (such as grinding swarf) allow water molecules to oxidize some of the iron in those spots despite the alloying chromium. This is called rouging. A typical passivation process of cleaning stainless steel involves cleaning with sodium hydroxide and citric acid followed by nitric acid (up to 20% at 120 °F) and a complete water rinse. This process will restore the film, remove metal particles, dirt, and welding-generated compounds (e.g. oxides). |
Patent
  |
A form of intellectual property that consists of a set of exclusive rights granted by a sovereign state to an inventor or their assignee for a limited period of time in exchange for the public disclosure of an invention. The procedure for granting patents, the requirements placed on the patentee, and the extent of the exclusive rights vary widely between countries according to national laws and international agreements. Typically, however, a patent application must include one or more claims defining the invention which must meet the relevant patentability requirements such as novelty and non-obviousness. The exclusive right granted to a patentee in most countries is the right to prevent others from making, using, selling, or distributing the patented invention without permission. Under the World Trade Organization's (WTO) Agreement on Trade-Related Aspects of Intellectual Property Rights, patents should be available in WTO member states for any invention, in all fields of technology, and the term of protection available should be a minimum of twenty years. |
Patent Infringement
  |
The commission of a prohibited act with respect to a patented invention without permission from the patent holder. Permission may typically be granted in the form of a license. The definition of patent infringement may vary by jurisdiction, but it typically includes using or selling the patented invention. The scope of the patented invention or the extent of protection is defined in the claims of the granted patent. In other words, the terms of the claims inform the public of what is not allowed without the permission of the patent holder. Patents are territorial, and infringement is only possible in a country where a patent is in force. |
Patent Licensing
  |
The owner of a patent may freely license or assign the patent rights to another person or entity. Patent licensing agreements are contracts in which the patent owner (the licensor) agrees to forgo their right to sue the licensee for infringement of the licensor's patent rights, usually in return for a royalty or other compensation. It is common for companies engaged in complex technical fields to enter into dozens of license agreements associated with the production of a single product. Moreover, it is equally common for competitors in such fields to license patents to each other under cross-licensing agreements in order to share the benefits of using each other's patented inventions. The ability to assign ownership rights increases the liquidity of a patent as property. |
Patentability
  |
Within the context of a national or multilateral body of law, an invention is patentable if it meets the relevant legal conditions to be granted a patent. By extension, patentability also refers to the substantive conditions that must be met for a patent to be held valid. Patent laws usually require that, in order for an invention to be patentable, it must be:
- Patentable subject matter
- Novel
- Non-obvious
- Useful
Usually the term "patentability" only refers to "substantive" conditions, and does not refer to formal conditions such as the "sufficiency of disclosure", the "unity of invention" or the "best mode requirement". Judging patentability is one aspect of the official examination of a patent application performed by a patent examiner and may be tested in post-grant patent litigation. Prior to filing a patent application, inventors sometimes obtain a patentability opinion from a patent agent or patent attorney regarding whether an invention satisfies the substantive conditions of patentability. |
Physical Vapor Deposition (PVD)
  |
PVD is a type of vacuum deposition and is a general term used to describe any of a variety of methods to deposit thin films by the condensation of a vaporized form of the desired film material onto various workpiece surfaces (e.g., onto medical devices). The coating method involves purely physical processes such as high temperature vacuum evaporation with subsequent condensation, or plasma sputter bombardment rather than involving a chemical reaction at the surface to be coated as in Chemical Vapor Deposition (CVD). |
Pilot Production Run
  |
In mass production industries where complicated products are being developed, Pilot production runs offer the opportunity to make small changes prior to full-scale manufacturing. Pilot runs can be anywhere from 10 to 10,000 pieces, depending on the product to bridge the gap between prototype to full-production. The information gained during pilot runs can increase the likelihood for the product to be sucessful in the marketplace and can minimize the cost of potentially expensive warranty repairs or even recalls. |
Plaster Based 3D Printing (PP)
 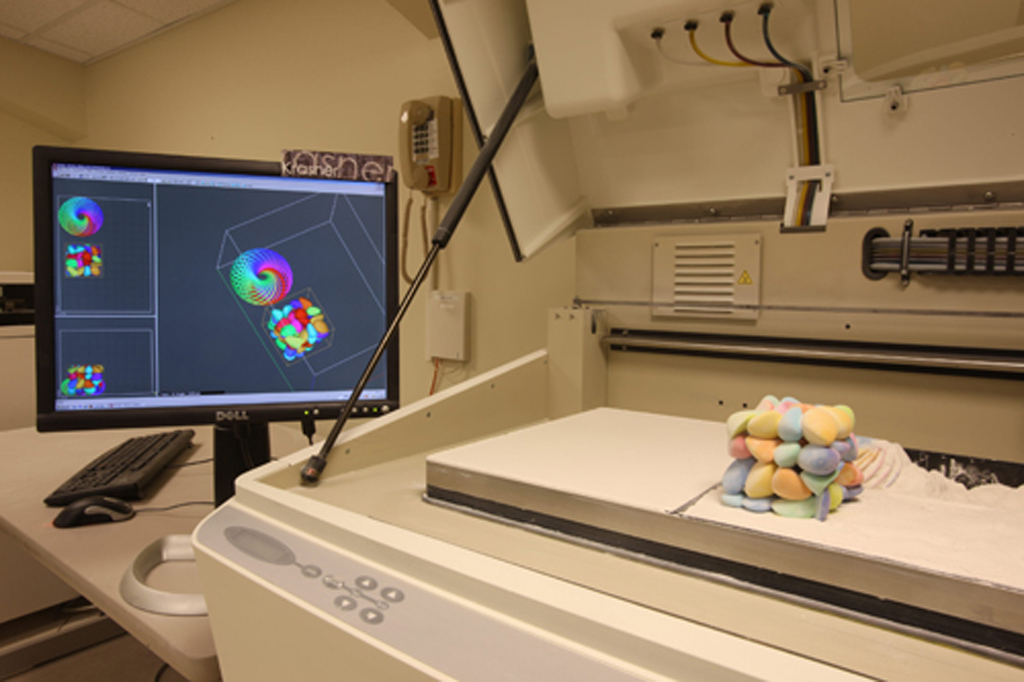 |
A type of powder bed based 3D printing is an additive manufacturing technology that can make objects described by digital data. As in many other rapid prototyping processes, the part to be printed is built up from many thin cross sections of the 3D model. An inkjet-like printing head moves across a bed of powder (plaster), selectively depositing a liquid binding material in the shape of the section. A fresh layer of powder is spread across the top of the model, and the process is repeated. When the model is complete, unbound powder is automatically removed. |
Pre-Clinical Trials
 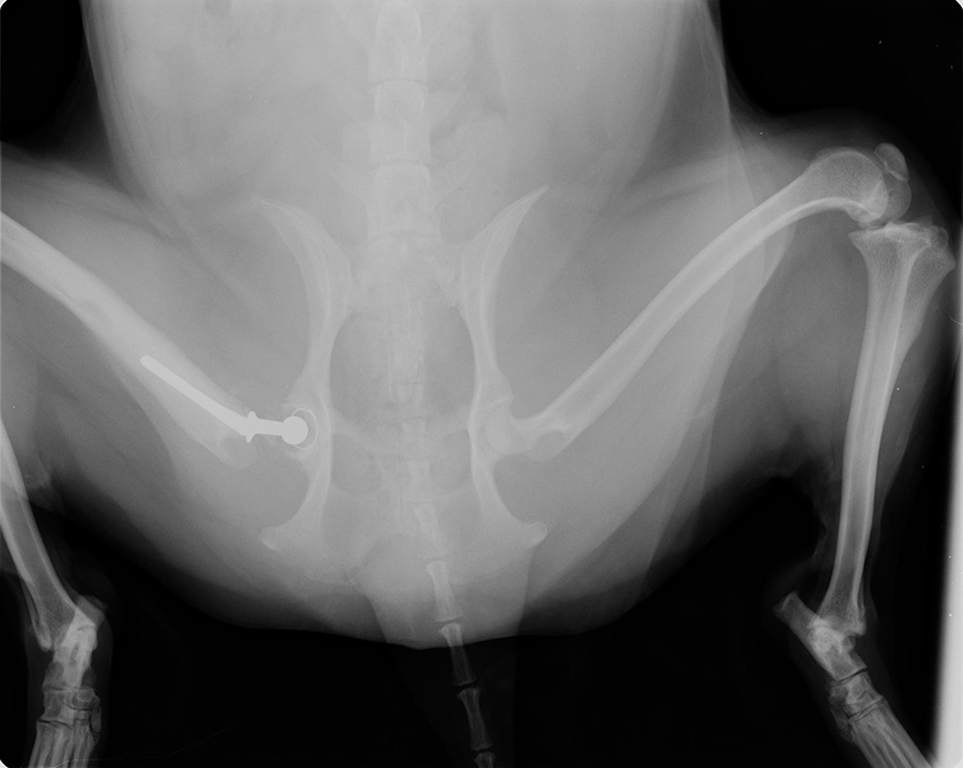 |
A laboratory test of a new drug or new invasive medical device on animal subjects (see "In Vivo Testing"); conducted to gather evidence justifying a clinical trial. |
Precision Forging
 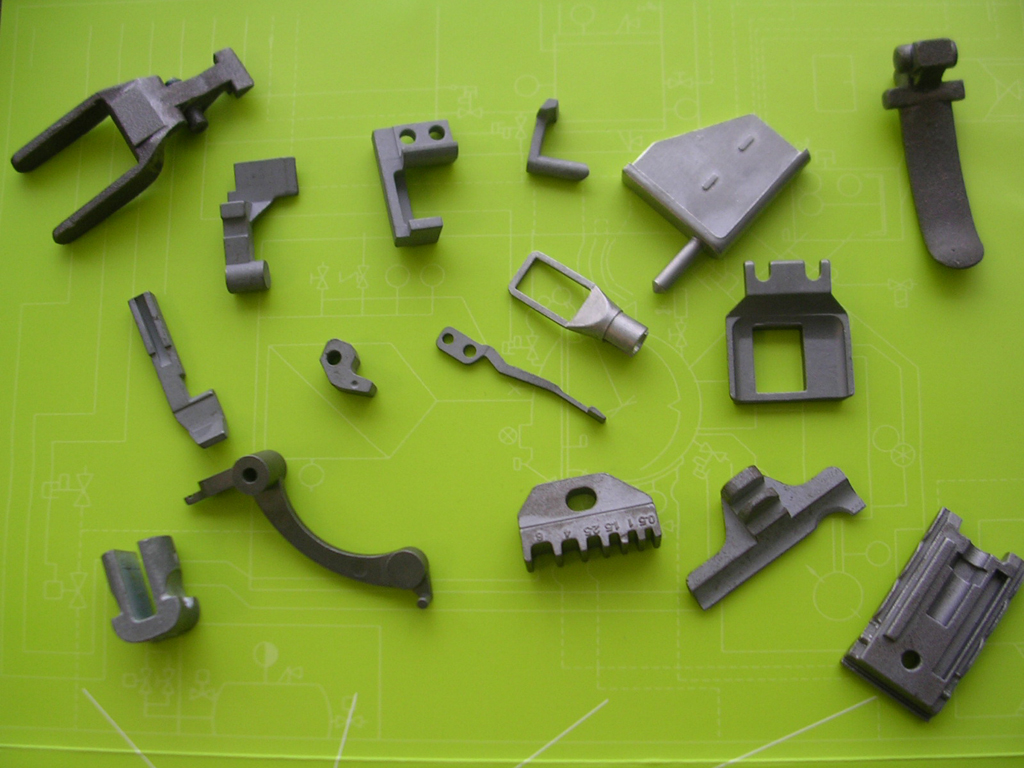 |
Also known as Impression-die forging, closed-die forging, and net-forging. Metal is placed in a die resembling a mold, which is attached to the anvil. Usually the hammer die is shaped as well. The hammer is then dropped on the workpiece, causing the metal to flow and fill the die cavities. The hammer is generally in contact with the workpiece on the scale of milliseconds. Depending on the size and complexity of the part the hammer may be dropped multiple times in quick succession. Excess metal is squeezed out of the die cavities, forming what is referred to as flash. After forging the flash is removed. Closed-die forging has a high initial cost due to the creation of dies and required design work to make working die cavities. However, it has low recurring costs for each part, thus forgings become more economical with more volume. This is one of the major reasons closed-die forgings are often used in the medical device industry. Another reason forgings are common in these industrial sectors is because forgings generally have about a 20% higher strength-to-weight ratio compared to cast or machined parts of the same material. |
Premarket Approval (PMA)
  |
The U.S. Food and Drug Administration (FDA) process of scientific and regulatory review to evaluate the safety and effectiveness of Class III medical devices and is significantly different from the Premarket Notification process known as 510(k). Class III devices are those that support or sustain human life, are of substantial importance in preventing impairment of human health, or which present a potential, unreasonable risk of illness or injury. Due to the level of risk associated with Class III devices, FDA has determined that general and special controls alone are insufficient to assure the safety and effectiveness of class III devices. Therefore, these devices require a PMA) application under section 515 of the FD&C Act in order to obtain marketing clearance. Note that some Class III preamendment devices may only require a Class III 510(k). |
Premarket Notification (510k)
  |
Each entity who wants to market in the U.S., a Class I, II, and III device intended for human use, for which a Premarket Approval (PMA) is not required, must submit a 510(k) to FDA unless the device is exempt from 510(k) requirements of the Federal Food, Drug, and Cosmetic Act (the Act) and does not exceed the particular exemptions. Before marketing a device, each submitter must receive an order, in the form of a letter, from FDA which finds the device to be substantially equivalent (SE) and states that the device can be marketed in the U.S. This order "clears" the device for commercial distribution. Substantial equivalence means that the new device is at least as safe and effective as the predicate. |
Prior Art
  |
In most systems of patent law, Prio Art constitutes all information that has been made available to the public in any form before a given date that might be relevant to a patent's claims of originality. If an invention has been described in prior art, a patent on that invention is not valid. Information kept secret, for instance, as a trade secret, is not usually prior art, provided that employees and others with access to the information are under a non-disclosure obligation. In order to anticipate a claim, prior art is generally expected to provide a description sufficient to inform an average worker in the field (or the person skilled in the art) of some subject matter falling within the scope of the claim. Prior art must be available in some way to the public, and in many countries, the information needs to be recorded in a fixed form somehow. Prior art generally does not include unpublished work or mere conversations. |
Pro-Innovation Bias
  |
In diffusion of innovation theory, a pro-innovation bias reflects a personal bias toward an innovation that someone is trying to implement or diffuse among a population. The bias refers to the fact that the innovation's "champion" has such strong bias in favor of the innovation, that he/she may not see its limitations or weaknesses and continues to promote it nonetheless. An example may be an inventor who creates a new product and wants to take it to market for financial gain. While the invention may be interesting and have promise, if the inventor is experiencing pro-innovation bias, he/she may not heed market data (or even seek such data) that prostulates that the invention will or may not sell.
|
Product Data Management (PDM)
  |
The business function often within product lifecycle management that is responsible for the management and publication of product data. In software engineering, this is known as version control. Product data management (PDM) is the use of software or other tools to track and control data related to a particular product. The data tracked usually involves the technical specifications of the product, specifications for manufacture and development, and the types of materials that will be required to produce goods. The use of product data management allows a company to track the various costs associated with the creation and launch of a product. Product data management is part of product life cycle management, and is primarily used by engineers. Within PDM the focus is on managing and tracking the creation, change and archive of all information related to a product. The information being stored and managed (on one or more file servers) will include engineering data such as Computer-aided design (CAD) models, drawings and their associated documents. Product data management (PDM) serves as a central knowledge repository for process and product history, and promotes integration and data exchange among all business users who interact with products, including project managers, engineers, sales people, buyers, and quality assurance teams. |
Product Development
  |
In business and engineering, Product Development, also refered to as New Product Development (NPD), is the term used to describe the complete process of bringing a new product to market. A product is a set of benefits offered for exchange and can be tangible (that is, something physical you can touch) or intangible (like a service, experience, or belief). There are two parallel paths involved in the Product Development process: one involves the idea generation, product design and detail engineering; the other involves market research and marketing analysis. Companies typically see Product Development as the first stage in generating and commercializing new products within the overall strategic process of product life cycle management used to maintain or grow their market share. |
Product Lifecycle Management (PLM)
  |
The process of managing the entire lifecycle of a product from its conception, through design and manufacture, to service and disposal. PLM integrates people, data, processes and business systems and provides a product information backbone for companies and their extended enterprise. PLM systems help organizations in coping with the increasing complexity and engineering challenges of developing new products for the global competitive markets. PLM describes the engineering aspect of a product, from managing descriptions and properties of a product through its development and useful life. |
Project Management
  |
The discipline of planning, organizing, securing, managing, leading, and controlling resources to achieve specific goals. A project is a temporary endeavor with a defined beginning and end (usually time-constrained, and often constrained by funding or deliverables), undertaken to meet unique goals and objectives, typically to bring about beneficial change or added value. The temporary nature of projects stands in contrast with business as usual (or operations), which are repetitive, permanent, or semi-permanent functional activities to produce products or services. In practice, the management of these two systems is often quite different, and as such requires the development of distinct technical skills and management strategies. The primary challenge of project management is to achieve all of the project goals and objectives while honoring the preconceived constraints. Typical constraints are scope, time, and budget.[1] The secondary, and more ambitious, challenge is to optimize the allocation of necessary inputs and integrate them to meet pre-defined objectives. |
Prototype
  |
An early sample or model built to test a concept or process or to act as a thing to be replicated or learned from. It is a term used in a variety of contexts, including semantics, design, electronics, and software programming. A prototype is designed to test and trial a new design to enhance precision by system analysts and users. Prototyping serves to provide specifications for a real, working system rather than a theoretical one. There is no general agreement on what constitutes a "prototype" and the word is often used interchangeably with the word "model" which can cause confusion. In general, "prototypes" fall into five basic categories: Proof-of-Principle Prototypes, Form Study Prototypes, User Experience Prototypes, Visual Prototypes, and Functional Prototypes. |
Provisional Patent Application (PPA)
  |
A legal document filed in the United States Patent and Trademark Office (USPTO), that establishes an early filing date, but which does not mature into an issued patent unless the applicant files a regular non-provisional patent application within one year. There is no such thing as a "provisional patent". A provisional application should include a specification and drawings, but does not require formal patent claims, inventors' oaths or declarations, or any information disclosure statement (IDS). Furthermore, because no examination of the patentability of the application in view of the prior art is performed, except in the rare case of an interferance. A provisional application can establish an early effective filing date in one or more continuing patent applications later claiming the priority date of an invention disclosed in earlier provisional applications by one or more of the same inventors. |
Quality Function Deployment (QFD)
  |
A method to transform user demands into design quality, to deploy the functions forming quality, and to deploy methods for achieving the design quality into subsystems and component parts, and ultimately to specific elements of the manufacturing process. QFD is designed to help planners focus on characteristics of a new or existing product or service from the viewpoints of market segments, company, or technology-development needs. The technique yields graphs and matrices. QFD helps transform customer needs (the voice of the customer) into engineering characteristics (and appropriate test methods) for a product or service, prioritizing each product or service characteristic while simultaneously setting development targets for product or service. |
Quality Management System (QMS)
  |
A quality management system (QMS) can be expressed as the organizational structure, procedures, processes and resources needed to implement quality management. Of all QMS regimes the ISO 9000 and ISO 14000 series are probably the most widely implemented worldwide - the ISO 19011 audit regime applies to both, and deals with quality and sustainability and their integration.Quality System requirements for medical device manufacturers have been internationally recognized as a way to assure product safety and efficacy and customer satisfaction since at least 1983, and were instituted as requirements in a final rule published on October 7, 1996. The U.S. Food and Drug Administration (FDA) had documented design defects in medical devices that contributed to recalls from 1983 to 1989 that would have been prevented if Quality Systems had been in place. According to current Good Manufacturing Practice (GMP), medical device manufacturers have the responsibility to use good judgment when developing their quality system and apply those sections of the FDA Quality System (QS) Regulation that are applicable to their specific products and operations. As with GMP, operating within this flexibility, it is the responsibility of each manufacturer to establish requirements for each type or family of devices that will result in devices that are safe and effective, and to establish methods and procedures to design, produce, and distribute devices that meet the quality system requirements. |
Radiolucence
  |
Also known as Radiolucency, indicates greater transparency or "transradiancy" to X-ray photons. Materials that inhibit the passage of electromagnetic radiation are called radiodense, while those that allow radiation to pass more freely are referred to as radiolucent. For some Medical devices, it's preferable to design them to be radiolucent. The latter is the case with operating tables where x-rays will be used during the surgery to internally visualize the patient's structures in real-time while undergoing a particular surgical procedure (e.g. a severe leg fracture). However, medical devices sometimes contain a radiopacifier to enhance visualization during implantation for temporary implantation devices, such as catheters or guidewires, or for monitoring the position of permanently implanted medical devices, such as stents, hip and knee implants, and screws. Metal implants usually have sufficient radiocontrast that additional radiopacifier is not necessary. |
Rapid Prototyping
  |
A group of techniques used to quickly fabricate a scale model of a physical part or assembly using three-dimensional computer aided design (CAD) data. Construction of the part or assembly is typically done using 3D printing technology. The first techniques for rapid prototyping became available in the late 1980s and were used to produce models and prototype parts. Today, they are used for a much wider range of applications and are even used to manufacture production-quality parts in relatively small numbers. |
Rate of Adoption
 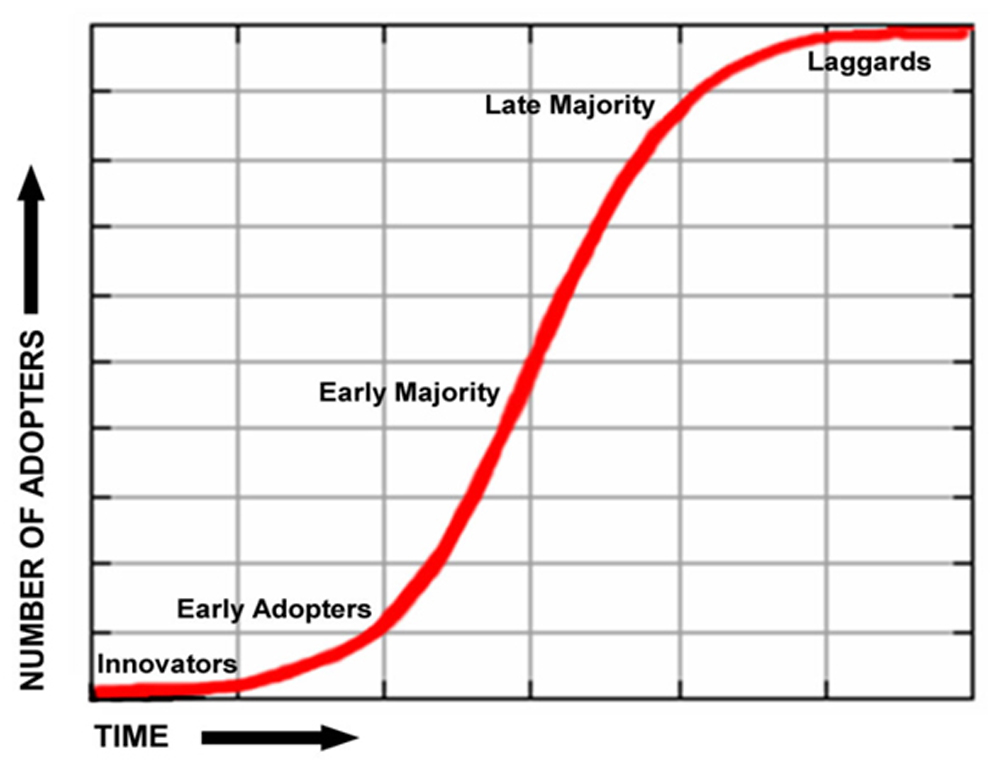 |
The rate of adoption is defined as the relative speed with which members of a social system adopt an innovation. It is usually measured by the length of time required for a certain percentage of the members of a social system to adopt an innovation. The rates of adoption for innovations are determined by an individual's adopter category. In general, individuals who first adopt an innovation require a shorter adoption period (adoption process) than late adopters.
Within the rate of adoption there is a point at which an innovation reaches critical mass. This is a point in time within the adoption curve that enough individuals have adopted an innovation in order that the continued adoption of the innovation is self-sustaining. There are several strategies to employ in order to help an innovation reach this stage. These strategies are:
1. Have an innovation adopted by a highly respected individual within a social network
2. Creating an instinctive desire for a specific innovation
3. Inject an innovation into a group of individuals who would readily use an innovation
4. Provide positive reactions and benefits for early adopters of an innovation |
Regenerative Design
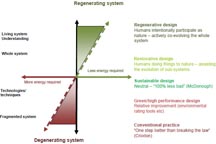 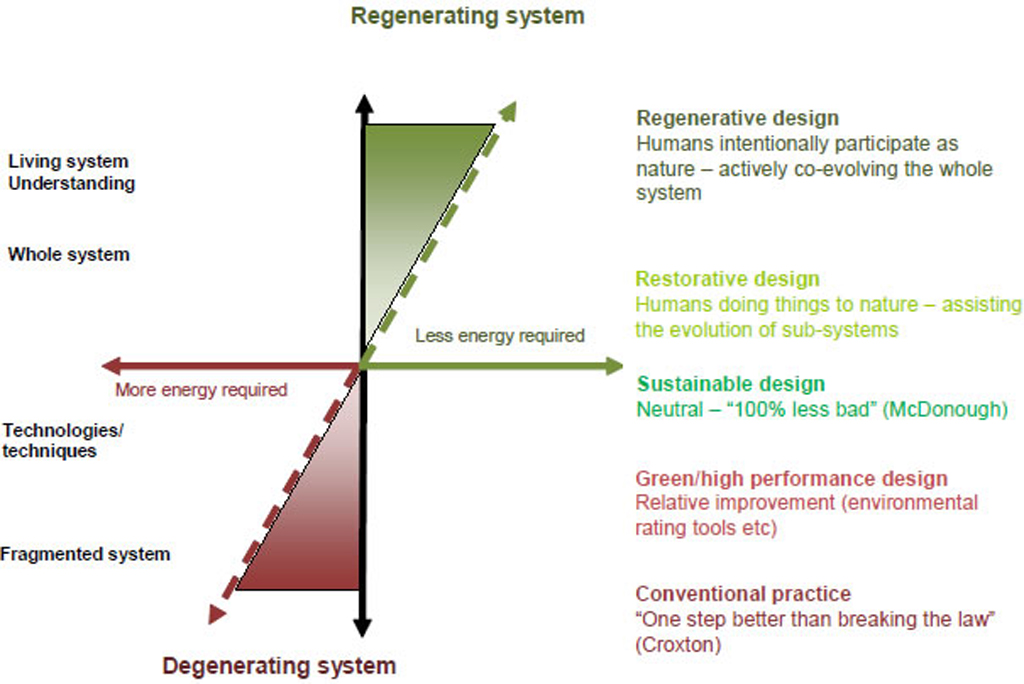 |
Sometimes referred to as cradle-to-cradle design, is a process-oriented systems theory based approach to design. The term "regenerative" describes processes that restore, renew or revitalize their own sources of energy and materials, creating sustainable systems that integrate the needs of society with the integrity of nature. The basis is derived from systems ecology with a closed loop input-output model or a model in which the output is greater than or equal to the input with all outputs viable and all inputs accounted for. Regenerative design is the biomimicry of ecosystems that provide for all human systems to function as a closed viable ecological economics system for all industry. It parallels ecosystems in that organic (biotic) and synthetic (abiotic) material is not just metabolized but metamorphosed into new viable materials. Ecosystems and Regeneratively designed systems are holistic frameworks that seeks to create systems that are absolutely waste free. The model is meant to be applied to many different aspects of human habitation such as urban environments, buildings, economics, industry and social systems. Simply put, it is the design of ecosystems and human behavior, or culture that function as human habitats. |
Relevance Paradox
  |
The relevance paradox describes an attempt to gather information relevant to a decision, which fails because the elimination of information perceived as distracting or unnecessary and thus detrimental to making an optimal decision, also excludes information that is actually crucial. In many cases in which action or decision is required, it is obvious what information relevant to the matter at hand may be lacking: a military attack may not have maps so reconnaissance is undertaken, an engineering project may not have ground condition details, and these will be ascertained, a public health program will require a survey of which illnesses are prevalent, and so on. However, in many significant instances across a wide range of areas, even when relevant information is readily available, the decision makers are not aware of its relevance because they lack the information which would make its relevance clear. As a result, they do not attempt to look for it.[2] These decision makers will seek only the information and advice they believe is the minimum amount required as opposed to what they actually need to fully meet their goals. An analogy would be that of a short-sighted person who is unaware of the condition. They would not perceive any benefit in getting the glasses they need to improve their sight, until they tried wearing the glasses. Such a situation could be resolved by a third party, aware of its relevance, recommending an eye test. |
Reverse Engineering
 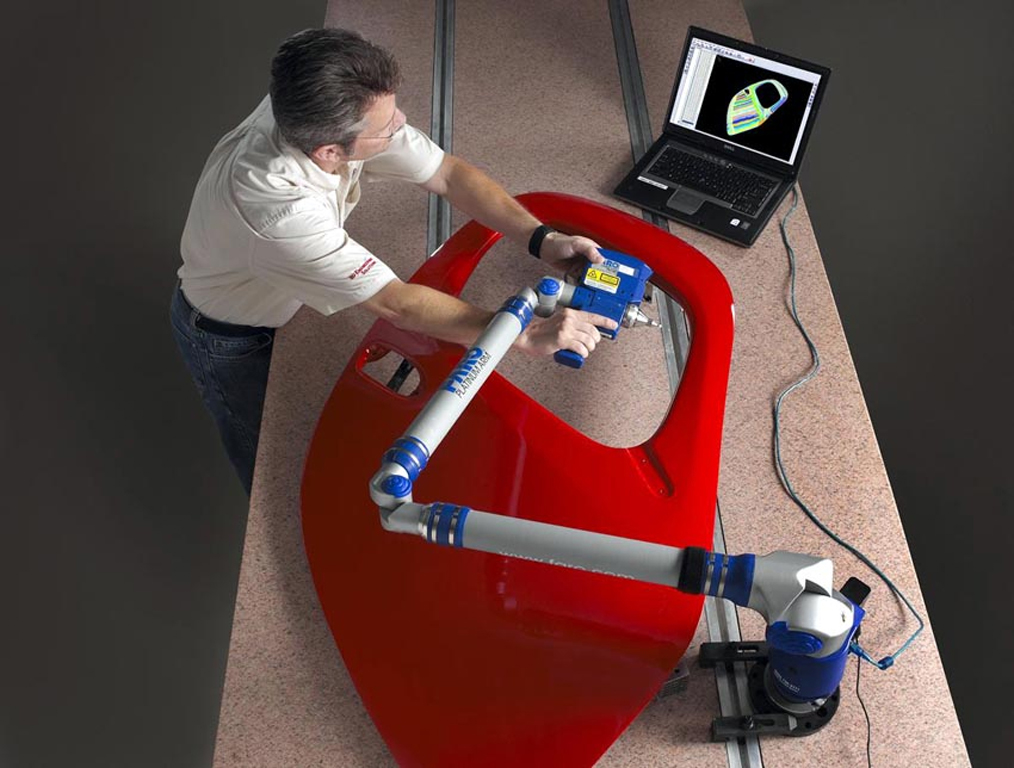 |
The process of discovering the technological principles of a device, object, or system through analysis of its structure, function, and operation. It often involves taking something (e.g., a mechanical device, electronic component, software program, or biological, chemical, or organic matter) apart and analyzing its workings in detail to be used in maintenance, or to try to make a new device or program that does the same thing without using or simply duplicating (without understanding) the original. As computer-aided design (CAD) has become more popular, reverse engineering has become a viable method to create a 3D virtual model of an existing physical part for use in 3D CAD, CAM, CAE or other software. The reverse-engineering process involves measuring an object and then reconstructing it as a 3D model. The physical object can be measured using 3D scanning technologies like CMMs, laser scanners, structured light digitizers, or Industrial CT Scanning (computed tomography). The measured data alone, usually represented as a point cloud, lacks topological information and is therefore often processed and modeled into a more usable format such as a triangular-faced mesh, a set of NURBS surfaces, or a CAD model. |
Risk Analysis
  |
Risk analysis is the science of risks and their probability and evaluation. Probabilistic risk assessment is one analysis strategy usually employed in science and engineering. Risk analysis should be performed as part of the risk management process for each project. The data of which would be based on risk discussion workshops to identify potential issues and risks ahead of time before these were to pose cost and/ or schedule negative impacts. |
Rogers' 5 Factors
  |
Defines several intrinsic characteristics of innovations that influence an individual's decision to adopt or reject an innovation.- Relative Advantage: How improved an innovation is over the previous generation.
- Compatibility: The level of compatibility that an innovation has to be assimilated into an individual's life.
- Complexity or Simplicity: If the innovation is perceived as complicated or difficult to use, an individual is unlikely to adopt it.
- Trialability: How easily an innovation may be experimented. If a user is able to test an innovation, the individual will be more likely to adopt it.
- Observability: The extent that an innovation is visible to others. An innovation that is more visible will drive communication among the individual's peers and personal networks and will in turn create more positive or negative reactions.
|
Rolling
 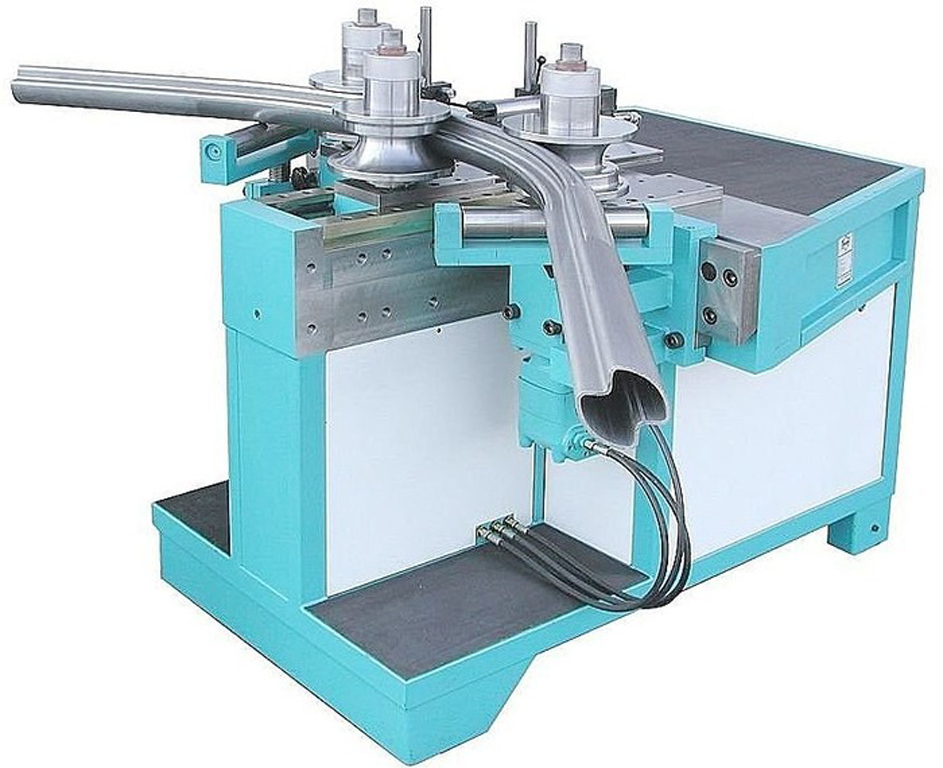 |
In metalworking, Rolling is a metal forming process in which metal stock is passed through a pair of rolls. Rolling is classified according to the temperature of the metal rolled. If the temperature of the metal is above its recrystallization temperature, then the process is termed as hot rolling. If the temperature of the metal is below its recrystallization temperature, the process is termed as cold rolling. In terms of usage, hot rolling processes more tonnage than any other manufacturing process and cold rolling processes the most tonnage out of all cold working processes. There are many types of, ring rolling, roll bending, roll forming, profile rolling, and controlled rolling. |
Rotational Molding
 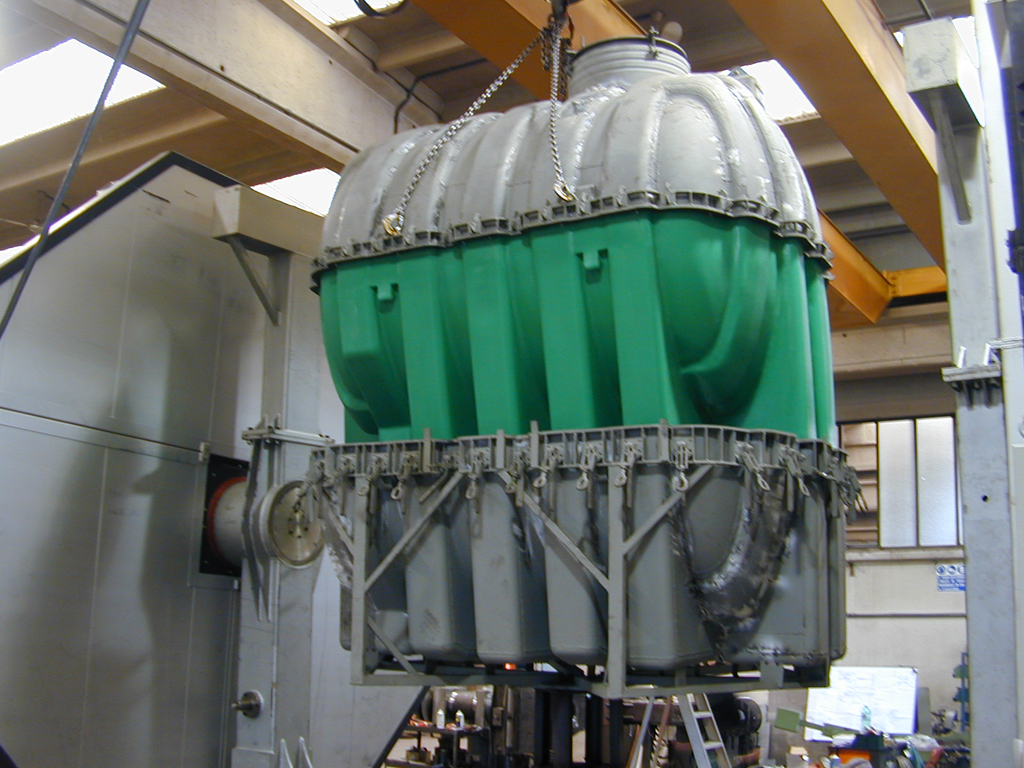 |
Also known as rotomolding, rotocasting, and spin casting, produces hollow forms with a constant wall thickness. Polymer powder is tumbled around inside the mold to produce virtually stress free parts. A heated hollow mold is filled with a charge or shot weight of material, it is then slowly rotated (usually around two perpendicular axes) causing the softened material to disperse and stick to the walls of the mold. In order to maintain even thickness throughout the part, the mold continues to rotate at all times during the heating phase and to avoid sagging or deformation also during the cooling phase. Recent developments include in-mold graphics and multi-layered wall sections. |
RTV Molding
 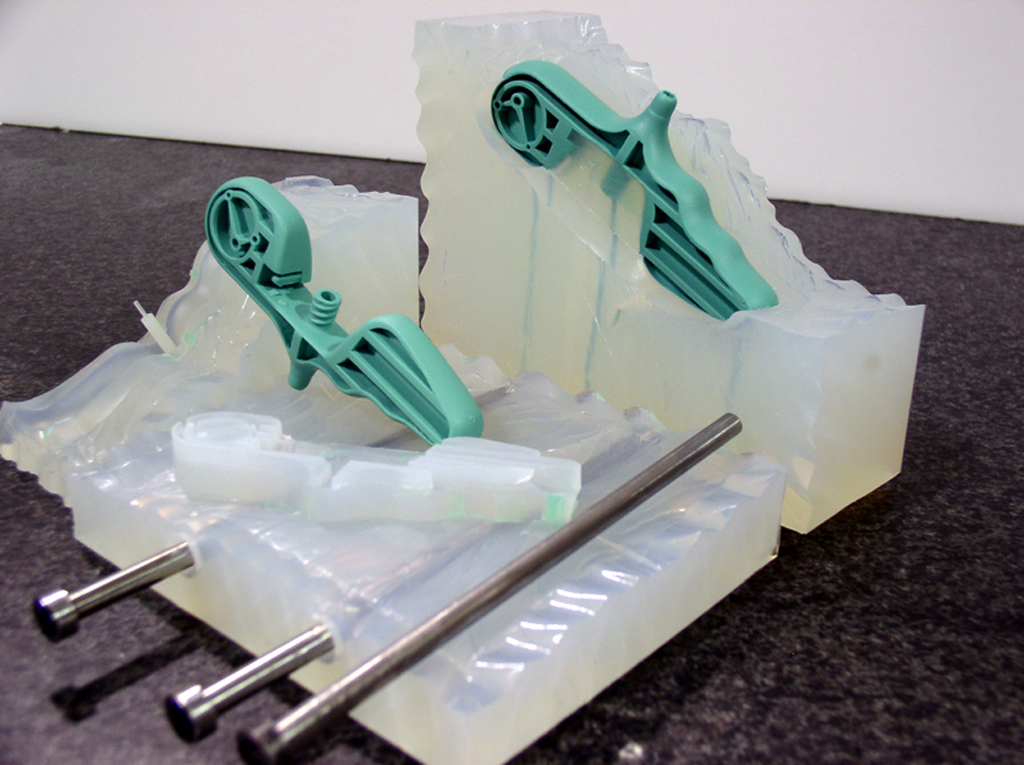 |
Often called urethane casting, the RTV molding process has been used to create models for prototyping and reverse engineering. RTV molding (room temperature vulcanization or silicone rubber molding) can be utilized to fill the void between prototype and production manufacturing. RTV molding is an effective and inexpensive way to crate multiple copies of a master prototype part, known as a pattern. Patterns are often created via rapid prototypes (such as FDM, SLA, and 3D Printing). The resulting copies are cast using polyurethane, silicone or wax. Silicone molds are capable of reproducing remarkable detail, and because of the flexibility of silicone, draft angles, inserts, and undercuts are not as critical as in other molding processes. After the RTV mold is created from the master pattern, liquid silicone is poured around the pattern to produce a core and cavity of a mold. The pattern is then removed, leaving a negative cavity into which polyurethane is cast. These molds can produce up to 20 parts per mold, and they can be made as family or multi-cavity molds.
RTV Molding is very helpful for rapid prototyping when you need a spec-like material for multiple sets, in a short timeframe, for less than a traditional tool would cost. RTV works very well for insert molding or over molding. |
Sand Casting
  |
Also known as sand molded casting, is a metal casting process characterized by using sand as the mold material. It is relatively economical and sufficiently refractory even for steel foundry use. A suitable bonding agent (usually clay) is mixed or occurs with the sand. The mixture is moistened with water to develop strength and plasticity of the clay and to make the aggregate suitable for molding. The term "sand casting" can also refer to an object produced via the sand casting process. Sand castings are produced in specialized factories called foundries. Over 70% of all metal castings are produced via a sand casting process. |
Selective Laser Sintering (SLS)
  |
An additive manufacturing technique that uses a high power laser to fuse small particles of plastic, metal (Direct Metal Laser Sintering, DMLS), ceramic, or glass powders into a mass that has a desired 3-dimensional shape. The laser selectively fuses powdered material by scanning cross-sections generated from a 3D digital description of the part (for example from a CAD file or scan data) on the surface of a powder bed. After each cross-section is scanned, the powder bed is lowered by one layer thickness, a new layer of material is applied on top, and the process is repeated until the part is completed. Compared to other methods of additive manufacturing, SLS can produce parts from a relatively wide range of commercially available powder materials. These include polymers such as nylon, (neat, glass-filled or with other fillers) or polystyrene, metals including steel, titanium, alloy mixtures, and composites and green sand. The physical process can be full melting, partial melting, or liquid-phase sintering. Depending on the material, up to 100% density can be achieved with material properties comparable to those from conventional manufacturing methods. In many cases large numbers of parts can be packed within the powder bed, allowing very high productivity. Unlike some other additive manufacturing processes, such as stereolithography (SLA) and fused deposition modeling (FDM), SLS does not require support structures due to the fact that the part being constructed is surrounded by unsintered powder at all times. |
Shear Stress (τ)
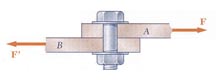 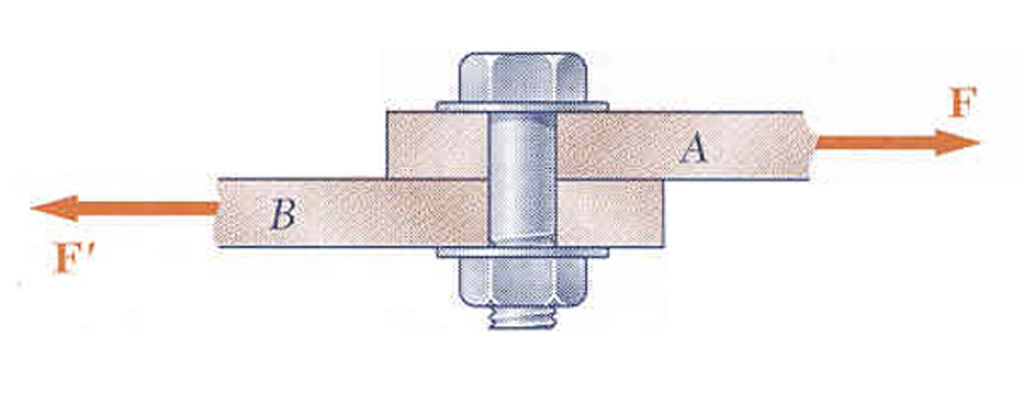 |
Defined as the component of stress coplanar with a material cross section. Shear stress arises from the force vector component parallel to the cross section. Normal stress, on the other hand, arises from the force vector component perpendicular or antiparallel to the material cross section on which it acts. Engineering quantities of shear stress are expressed in pounds-force per square inch (psi) or kilopounds-force per square inch (ksi).
Any real fluids (liquids and gases included) moving along solid boundary will incur a shear stress on that boundary. The no-slip condition[3] dictates that the speed of the fluid at the boundary (relative to the boundary) is zero, but at some height from the boundary the flow speed must equal that of the fluid. |
Shell Molding
  |
Also known as shell-mold casting, is an expendable mold casting process that uses a resin covered sand to form the mold. As compared to sand casting, this process has better dimensional accuracy, a higher productivity rate, and lower labor requirements. It is used for small to medium parts that require high precision. Examples of shell molded items include gear housings, cylinder heads and connecting rods. It is also used to make high-precision molding cores. Common materials include cast iron, aluminum and copper alloys. Aluminum and magnesium products average about 13.5 kg (30 lb) as a normal limit, but it is possible to cast items in the 45-90 kg (100-200 lb) range. The small end of the limit is 30 g (1 oz). Depending on the material, the thinnest cross-section castable is 1.5 to 6 mm (0.06 to 0.24 in). The minimum draft is 0.25 to 0.5 degrees. Typical tolerances are 0.005 in/in because the sand compound is designed to barely shrink and a metal pattern is used. The cast surface finish is 1.3-4.0 micrometers (50-150 µin) because a finer sand is used. The resin also assists in forming a very smooth surface. The process, in general, produces very consistent castings from one casting to the next. |
Social Design
 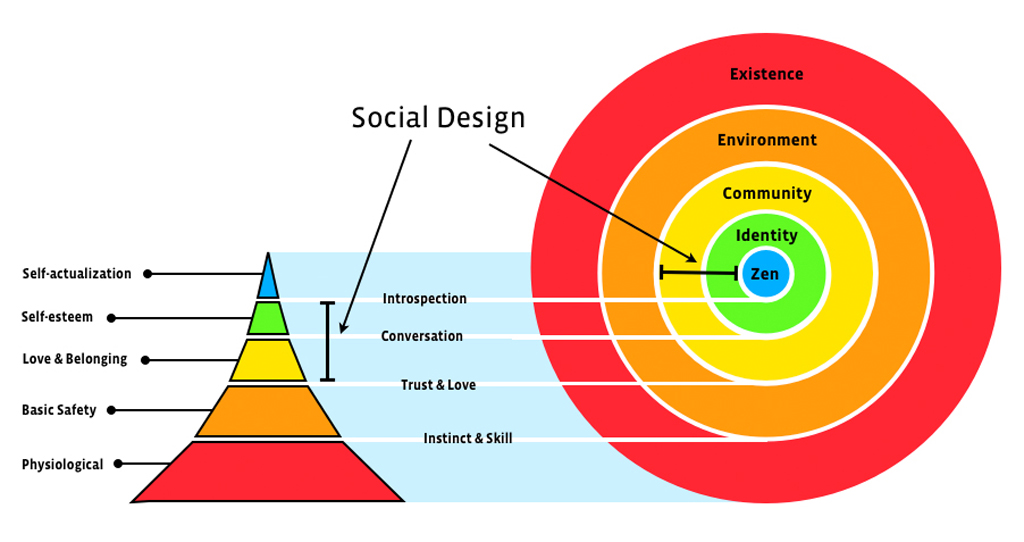 |
Social design has many definitions and the term is put to very different uses across the globe. Some definitions exist within the design world and refers to design in its traditional sense, meaning the shaping of products and services. Other definitions refer to social design as the creation of social reality; design of the social world. Within the design world social design is sometimes defined as a design process that contributes to improving human well-being and livelihood. A system of design that encompasses all of the areas of design, towards an open system with multiple, self-adjusting and complementary actors that aim for a vision of a loosely defined common set of goals. |
Stage Gate Model
 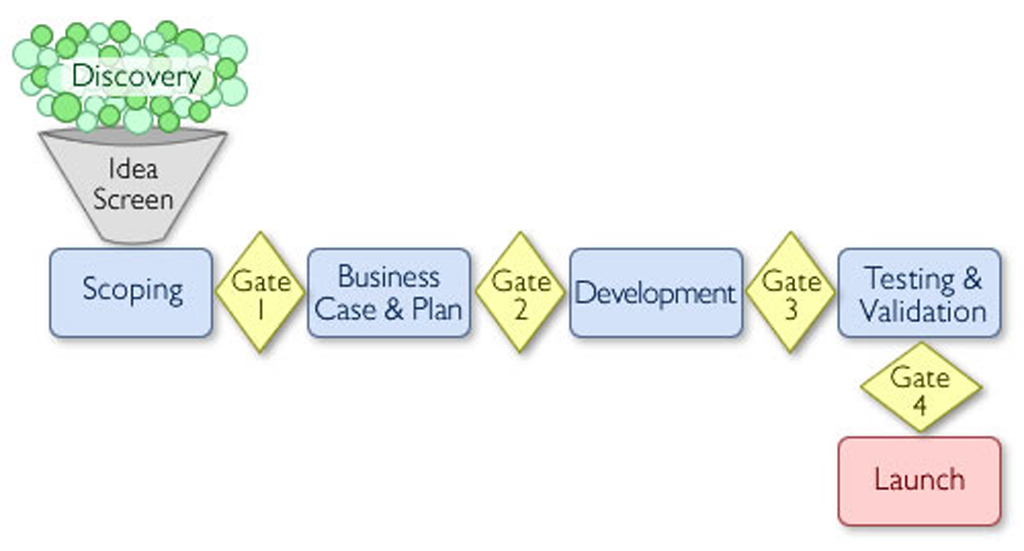 |
Also referred to as a phase-gate process, is a project management technique in which an initiative or project (e.g., new product development, process improvement, business change) is divided into stages (or phases) separated by gates. At each gate, the continuation of the process is decided by (typically) a manager or a steering committee. The decision is based on the information available at the time, including the business case, risk analysis, and availability of necessary resources (e.g., money, people with correct competencies). The stage-gate model may also be known as stage-limited commitment or creeping commitment. There are a number of advantages to using the stage-gate model for product development, which typically result from its ability to identify problems and assess progress before the project's conclusion. Poor projects can be quickly rejected by disciplined use of the model. When using the stage-gate model on a large project, the model can help reduce complexity of what could be a large and limiting innovation process into a straightforward rule-based approach. One problem with the stage-gate process is the potential for structural organization to interfere with creativity, as overly structured processes may cause creativity to be reduced in importance. |
Stamping
  |
Stamping includes a variety of sheet-metal forming manufacturing processes, such as punching using a machine press or stamping press, blanking, embossing, bending, flanging, and coining. This could be a single stage operation where every stroke of the press produces the desired form on the sheet metal part, or could occur through a series of stages, such as with progressive stamping. The process is usually carried out on sheet metal, but can also be used on other materials, such as polystyrene. |
Stereolithography (SLA)
  |
Also known as optical fabrication, photo-solidification, solid free-form fabrication and solid imaging, is an additive manufacturing 3D printing technology used for producing models, prototypes, patterns, and production parts. Stereolithography is an additive manufacturing process which employs a vat of liquid ultraviolet curable photopolymer "resin" and an ultraviolet laser to build parts' layers one at a time. For each layer, the laser beam traces a cross-section of the part pattern on the surface of the liquid resin. Exposure to the ultraviolet laser light cures and solidifies the pattern traced on the resin and joins it to the layer below. After the pattern has been traced, the SLA's elevator platform descends by a distance equal to the thickness of a single layer, typically 0.05 mm to 0.15 mm (0.002" to 0.006"). Then, a resin-filled blade sweeps across the cross section of the part, re-coating it with fresh material. On this new liquid surface, the subsequent layer pattern is traced, joining the previous layer. A complete 3-D part is formed by this process. After being built, parts are immersed in a chemical bath in order to be cleaned of excess resin and are subsequently cured in an ultraviolet oven. |
Strain (ε)
 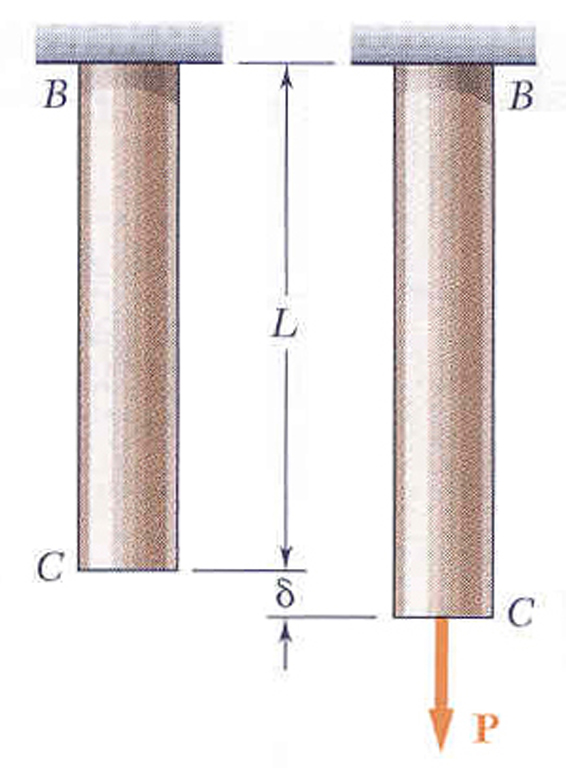 |
Cauchy strain or Engineering Strain is expressed as the ratio of total deformation to the initial dimension of the material body in which the forces are being applied. The engineering normal strain or engineering extensional strain or nominal strain e of a material line element or fiber axially loaded is expressed as the change in length ΔL per unit of the original length L of the line element or fibers. The normal strain is positive if the material fibers are stretched or negative if they are compressed. Strain has no units, since it is a ratio of length to length (e.g. in/in). |
Stress (σ)
 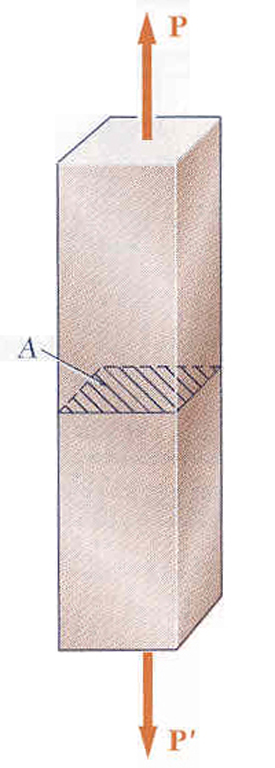 |
A measure of the average force per unit area of a surface within a deformable body on which internal forces act, specifically the intensity of the internal forces acting between particles of a deformable body across imaginary internal surfaces. For the simple case of an axially loaded body (e.g. a bar subjected to tension or compression by a force passing through its center) the stress can be obtained by dividing the total normal force by the bar's cross-sectional area. In the case of a prismatic bar axially loaded, the stress is represented by a scalar called engineering stress or nominal stress that represents an average stress over the area, meaning that the stress in the cross-section is uniformly distributed. Engineering quantities of stress are expressed in pounds-force per square inch (psi) or kilopounds-force per square inch (ksi). |
Stress Analysis
 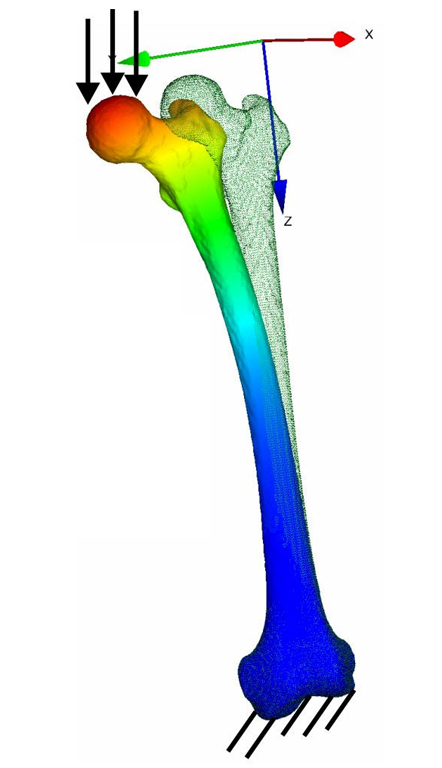 |
An engineering (e.g. mechanical engineering) discipline that determines the stress in materials and structures subjected to static or dynamic forces or loads. A stress analysis is required for the study and design of structures (e.g. mechanical parts, and structural frames) under prescribed or expected loads. Stress analysis may be applied as a design step to structures that do not yet exist. The aim of the analysis is usually to determine whether the element or collection of elements, usually referred to as a structure, behaves as desired under the prescribed loading. For example, this might be achieved when the determined stress from the applied force(s) is less than the tensile yield strength or below the fatigue strength of the material. Analysis may be performed through analytic mathematical modelling or computational simulation, through experimental testing techniques, or a combination of methods. |
Superforming
 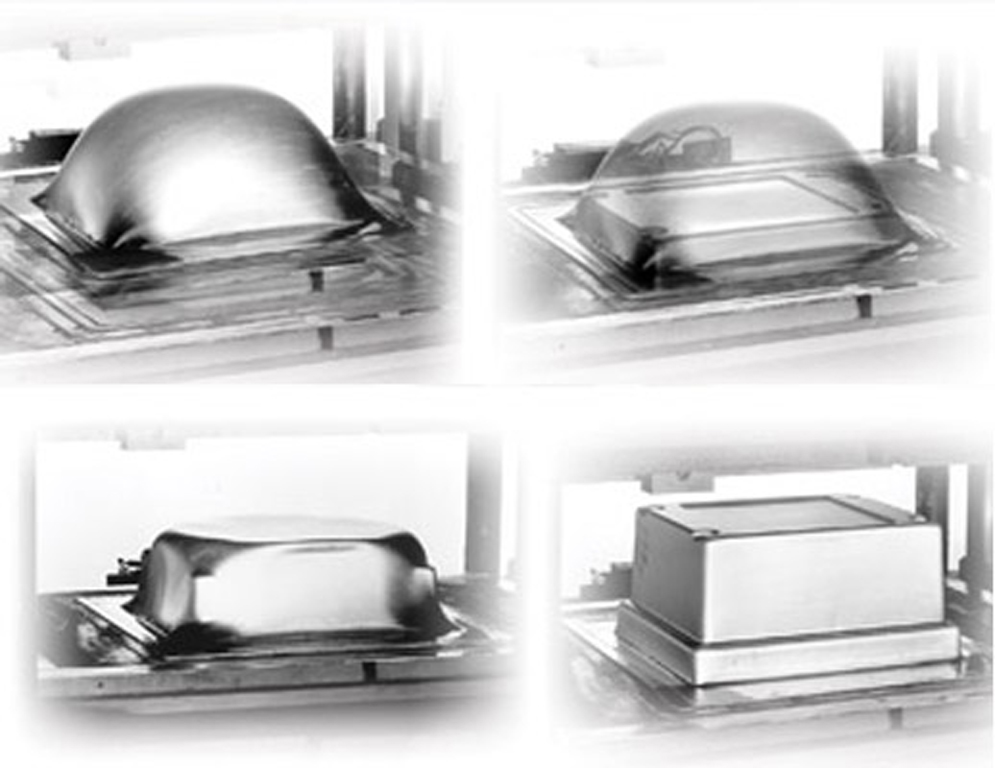 |
hot metal forming process that uses similar principles to thermoforming plastics, where a sheet of material is heated and forced onto a male or female superform using air pressure. There are five main Superforming processes: Cavity, Bubble, Back Pressure, Diaphragm and Vacuum Furnace each suitable for specific applications. The process is useful for producing complex surfaces. Superform components can be formed in a range of alloys (including Aluminium, Magnesium and Titanium), each depending on the end application and the forming process required to fulfil the component's design requirements. |
Surgical Protocol
 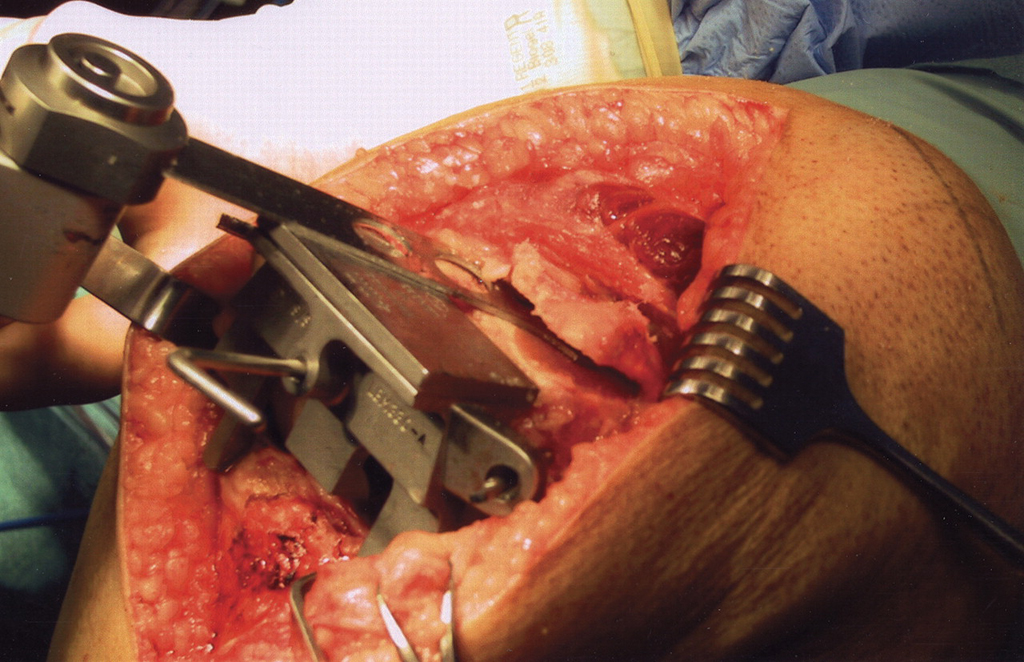 |
Also known as a Surgical Technique, is an operative manual for specific surgical procedures made available to surgeons and related medical professionals by medical device development firms and manufacturers. These documents provide information regarding indications, instruments, step-wise procedure, potential complications, and other information relavent to a particular surgical procedure. Surgical protocols are typically made available for surgical implants, such as total hip and knee replacements. |
SWOT Analysis
  |
Also known as a SLOT Analysis, is a strategic planning method used to evaluate the Strengths, Weaknesses/Limitations, Opportunities, and Threats involved in a new project or in a business venture. It involves specifying the objective of the business venture or project and identifying the internal and external factors that are favorable and unfavorable to achieve that objective. Setting the objective should be done after the SWOT analysis has been performed. This would allow achievable goals or objectives to be set for the organization.
Strengths: characteristics of the business, or project team that give it an advantage over others
Weaknesses (or Limitations): are characteristics that place the team at a disadvantage relative to others
Opportunities: external chances to improve performance (e.g. make greater profits) in the environment
Threats: external elements in the environment that could cause trouble for the business or project |
Target Market
  |
A group of customers that the business has decided to aim its marketing efforts and ultimately its merchandise towards. A well-defined target market is the first element to a marketing strategy. The target market and the marketing mix variables of product, place(distribution), promotion and price are the four elements of a marketing mix strategy that determine the success of a product in the marketplace. Once these distinct customers have been defined, a marketing mix strategy of product, distribution, promotion and price can be built by the business to satisfy the target market. |
Technical Drawing
  |
Also known as drafting or draughting, is the act and discipline of composing plans that visually communicate how something functions or has to be constructed. Drafting is the visual language of industry and engineering.
People who communicate with technical drawings may use technical standards that define practical symbols, perspectives, units of measurement, notation systems, visual styles, or layout conventions. These enable a drafter to communicate more concisely by using a commonly-understood convention. Together, such conventions constitute a visual language, and help to ensure that the drawing is unambiguous and relatively easy to understand. This need for unambiguous communication in the preparation of a functional document distinguishes technical drawing from the expressive drawing of the visual arts. Artistic drawings are subjectively interpreted; their meanings are multiply determined. Technical drawings are understood to have one intended meaning. The ANSI/ASME Y14 codes and standards are followed for engineering drawings created in the united states. |
Technical Monograph
  |
A document, typically made available to surgeons and related medical professionals by medical device development firms and manufacturers, that describes how a medical device can cure specific indicated medical conditions. An example would be describing how a spinal total disc replacement system can allevaite the negative effects of degenerative disc disease. The information in a Technical Monograph can also include design rational, test procedures and related results, and competitive comparisons. |
Theory of Constraints (TOC)
  |
Adopts the common idiom "A chain is no stronger than its weakest link" as a new management paradigm. This means that processes, organizations, etc., are vulnerable because the weakest person or part can always damage or break them or at least adversely affect the outcome. The analytic approach with TOC comes from the contention that any manageable system is limited in achieving more of its goals by a very small number of constraints, and that there is always at least one constraint. Hence the TOC process seeks to identify the constraint and restructure the rest of the organization around it, through the use of five focusing steps. Assuming the goal of a system has been articulated and its measurements defined, the steps are:
1. Identify the system's constraint(s) (that which prevents the organization from obtaining more of the goal in a unit of time)
2. Decide how to exploit the system's constraint(s) (how to get the most out of the constraint)
3. Subordinate everything else to above decision (align the whole system or organization to support the decision made above)
4. Elevate the system's constraint(s) (make other major changes needed to break the constraint)
5. Warning!!!! If in the previous steps a constraint has been broken, go back to step 1, but do not allow inertia to cause a system's constraint. |
Time to Market (TTM)
  |
The length of time it takes from a product being conceived until its being available for sale. TTM is important in industries where products are outmoded quickly. A common assumption is that TTM matters most for first-of-a-kind products, but actually the leader often has the luxury of time, while the clock is clearly running for the followers. A tacit assumption of many is that TTM and product quality are opposing attributes of a development process. TTM may be improved (shortened) by skipping steps of the development process, thus compromising product quality. There are no standards for measuring TTM, and measured values can vary greatly. |
Top-Down Design
  |
Also known as stepwise design, is essentially the breaking down of a system to gain insight into its compositional sub-systems. In a top-down approach an overview of the system is formulated, specifying but not detailing any first-level subsystems. Each subsystem is then refined in yet greater detail, sometimes in many additional subsystem levels, until the entire specification is reduced to base elements. During the design and development of new products, designers and engineers rely on both a bottom-up and top-down approach. The top-down approach is being utilized when certain requirements (geometry, materials, function, etc.) for the product are driving the design. An example would include designing a custom fastener, such as a bolt, that meets the geometric space requirements for the receiving components such that the fastener will fit properly and be of sufficient strength. In a bottom-up approach, the receiving components would be designed around the specifications of an existing bolt. |
Total Quality Management (TQM)
  |
An integrative philosophy of management for continuously improving the quality of products and processes. TQM functions on the premise that the quality of products and processes is the responsibility of everyone who is involved with the creation or consumption of the products or services offered by an organization. In other words, TQM capitalizes on the involvement of management, workforce, suppliers, and even customers, in order to meet or exceed customer expectations. Considering the practices of TQM as discussed in six empirical studies, Cua, McKone, and Schroeder identified the nine common TQM practices as cross-functional product design, process management, supplier quality management, customer involvement, information and feedback, committed leadership, strategic planning, cross-functional training, and employee involvement. |
Trademark
  |
Also known as a Trade Mark, Servicemark, or Service Mark, is a distinctive sign or indicator used by an individual, business organization, or other legal entity to identify that the products or services to consumers with which the trademark appears originate from a unique source, and to distinguish its products or services from those of other entities. A trademark may be designated by the following symbols:
- ™ for an unregistered trade mark, that is, a mark used to promote or brand goods
- SM For an unregistered service mark, that is, a mark used to promote or brand services
- ® for a registered trademark
A trademark is typically a name, word, phrase, logo, symbol, design, image, or a combination of these elements. There is also a range of non-conventional trademarks comprising marks which do not fall into these standard categories, such as those based on color, smell, or sound. The owner of a registered trademark may commence legal proceedings for trademark infringement to prevent unauthorized use of that trademark. However, registration is not required. The owner of a common law trademark may also file suit, but an unregistered mark may be protectable only within the geographical area within which it has been used or in geographical areas into which it may be reasonably expected to expand. |
Transformation Design
  |
A human-centered, interdisciplinary process that seeks to create desirable and sustainable changes in behavior and form (of individuals, systems and organizations) often for socially progressive ends. It is a multi-stage, iterative process applied to big, complex issues - often, but not limited to, social issues. Its practitioners examine problems holistically rather than reductively to understand relationships as well as components to better frame the challenge. They then prototype small-scale systems - composed of objects, services, interactions and experiences - that support people and organizations in achievement of a desired change. Successful prototypes are then scaled. Because transformation design is about applying design skills in non-traditional territories, it often results in non-traditional design outputs. Projects have resulted in the creation of new roles, new organizations, new systems and new policies. These designers are just as likely to shape a job description, as they are a new product. This emerging field draws from a variety of design disciplines - service design, user-centered design, participatory design, concept design, information design, industrial design, graphic design, systems design, interactive design, experience design - as well as non-design disciplines including cognitive psychology and perceptual psychology, linguistics, cognitive science, architecture, haptics, information architecture, ethnography, storytelling and heuristics. |
Tungsten Inert Gas Welding (TIG or GTAW)
  |
Also known as Gas Tungsten Arc Welding (GTAW), is an arc welding process that uses a nonconsumable tungsten electrode to produce the weld. The weld area is protected from atmospheric contamination by a shielding gas (usually an inert gas such as argon), and a filler metal is normally used, though some welds, known as autogenous welds, do not require it. A constant-current welding power supply produces energy which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma. GTAW is most commonly used to weld thin sections of stainless steel and non-ferrous metals such as aluminum, magnesium, and copper alloys. The process grants the operator greater control over the weld than competing processes such as shielded metal arc welding and gas metal arc welding, allowing for stronger, higher quality welds. However, GTAW is comparatively more complex and difficult to master, and furthermore, it is significantly slower than most other welding techniques. A related process, plasma arc welding, uses a slightly different welding torch to create a more focused welding arc and as a result is often automated. |
Turning
  |
The process whereby a single point cutting tool is parallel to the surface. It can be done manually, in a traditional form of lathe, which frequently requires continuous supervision by the operator, or by using a computer controlled and automated lathe which does not. When turning, a piece of material (wood, metal, plastic, or stone) is rotated and a cutting tool is traversed along 2 axes of motion to produce precise diameters and depths. Turning can be either on the outside of the cylinder or on the inside (also known as boring) to produce tubular components to various geometries. The turning processes are typically carried out on a lathe, considered to be the oldest machine tools, and can be of four different types such as straight turning, taper turning, profiling or external grooving. Those types of turning processes can produce various shapes of materials such as straight, conical, curved, or grooved workpiece. |
Ultimate Tensile Strength (UTS)
 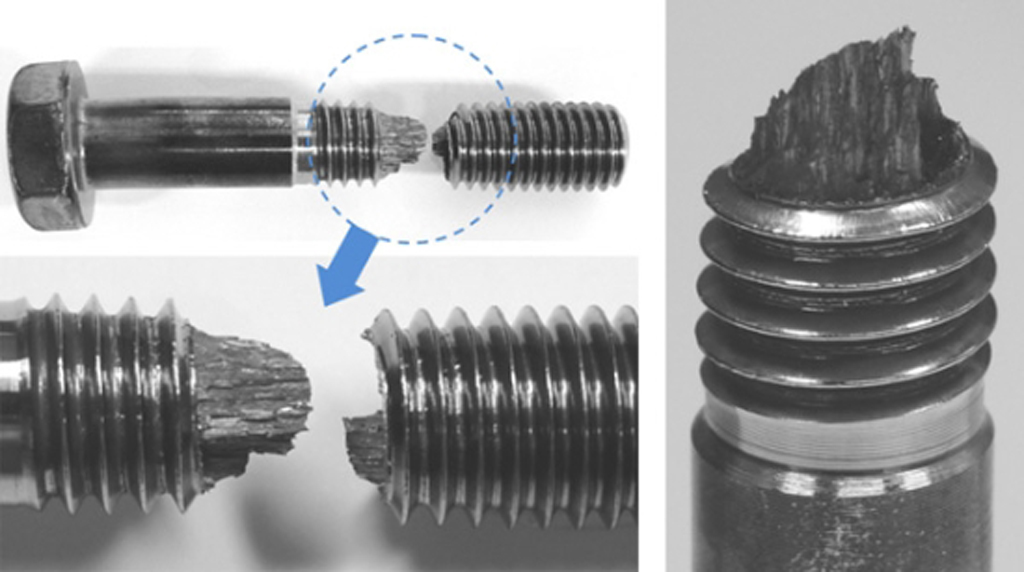 |
Often shortened to Tensile Strength (TS) or Ultimate Strength, is the maximum stress that a material can withstand while being stretched or pulled before necking, which is when the specimen's cross-section starts to significantly contract. Tensile strength is the opposite of compressive strength and the values can be quite different. The UTS is usually found by performing a tensile test and recording the stress versus strain; the highest point of the stress-strain curve is the UTS. It is an intensive property; therefore its value does not depend on the size of the test specimen. However, it is dependent on other factors, such as the preparation of the specimen, the presence or otherwise of surface defects, and the temperature of the test environment and material. Tensile strengths are rarely used in the design of ductile members, but they are important in brittle members. They are tabulated for common materials such as alloys, composite materials, ceramics, plastics, and wood. Tensile strength is defined as a stress, which is measured as force per unit area. For some non-homogeneous materials (or for assembled components) it can be reported just as a force or as a force per unit width. The customary unit is pounds-force per square inch (lbf/in² or psi), or kilo-pounds per square inch (ksi, or sometimes kpsi), which is equal to 1000 psi; kilo-pounds per square inch are commonly used for convenience when measuring tensile strengths. |
Universal Design
  |
Refers to broad-spectrum ideas meant to produce products that are inherently usable for both people without disabilities and people with disabilities. The term "universal design" was coined by the architect Ronald L. Mace to describe the concept of designing all products and the built environment to be aesthetic and usable to the greatest extent possible by everyone, regardless of their age, ability, or status in life. Universal design emerged from slightly earlier barrier-free concepts, the broader accessibility movement, and adaptive and assistive technology and also seeks to blend aesthetics into these core considerations. As life expectancy rises and modern medicine increases the survival rate of those with significant injuries, illnesses, and birth defects, there is a growing interest in universal design. There are many industries in which universal design is having strong market penetration but there are many others in which it has not yet been adopted to any great extent. Universal design is also being applied to the design of technology, instruction, services, and other products and environments. |
Usage Centered Design
  |
An approach to user interface design based on a focus on user intentions and usage patterns. It analyzes users in terms of the roles they play in relation to systems and employs abstract (essential) use cases[1] for task analysis. It derives visual and interaction design from abstract prototypes based on the understanding of user roles and task cases. Usage-centered design is largely based on formal, abstract models such as models of interaction between user roles, UML workflow models and task case and role profiles. Usage-centered design proponents argue for abstract modelling while many designers use realistic personas, scenarios and high-fidelity prototypes. The techniques have been applied with particular success in complex software projects, some of which have been reported in case studies. Usage-centered design share some common ideas with activity-centered design. It is concerned more with the activities of users but not the users per se. In an integrated framework is presented where the models of Usage-centered design are enriched with concepts from the Activity theory. |
User Centered Design (UCD)
  |
In broad terms, user-centered design (UCD) is a design philosophy and a process in which the needs, wants, and limitations of end users of a product are given extensive attention at each stage of the design process. User-centered design can be characterized as a multi-stage problem solving process that not only requires designers to analyze and foresee how users are likely to use a product, but also to test the validity of their assumptions with regards to user behaviour in real world tests with actual users. Such testing is necessary as it is often very difficult for the designers of a product to understand intuitively what a first-time user of their design experiences, and what each user's learning curve may look like. The chief difference from other product design philosophies is that user-centered design tries to optimize the product around how users can, want, or need to use the product, rather than forcing the users to change their behavior to accommodate the product. |
User Innovation
  |
Refers to innovation by intermediate users (e.g. user firms) or consumer users (individual end-users or user communities), rather than by suppliers (producers or manufacturers). Relies on the premise that many products and services are actually developed or at least refined, by users, at the site of implementation and use. These ideas are then moved back into the supply network. This is because products are developed to meet the widest possible need; when individual users face problems that the majority of consumers do not, they have no choice but to develop their own modifications to existing products, or entirely new products, to solve their issues. Often, user innovators will share their ideas with manufacturers in hopes of having them produce the product, a process called free revealing. The lead user method that can be used to systematically learn about user innovation in order to apply it in new product development. User innovation has a number of degrees: innovation of use, innovation in services, innovation in configuration of technologies, and finally the innovation of novel technologies themselves. While most user innovation is concentrated in use and configuration of existing products and technologies, and is a normal part of long term innovation, new technologies that are easier for end-users to change and innovate with, and new channels of communication are making it much easier for user innovation to occur and have an impact. |
User Interface Design
  |
Also known as User Interface Engineering, is the design of products with the focus on the user's experience and interaction. The goal of user interface design is to make the user's interaction as simple and efficient as possible, in terms of accomplishing user goals-what is often called user-centered design. Good user interface design facilitates finishing the task at hand without drawing unnecessary attention to itself. Graphic design may be utilized to support its usability. The design process must balance technical functionality and visual elements (e.g., mental model) to create a system that is not only operational but also usable and adaptable to changing user needs. Interface design is involved in a wide range of projects from computer systems, to cars, to commercial planes; all of these projects involve much of the same basic human interactions yet also require some unique skills and knowledge. As a result, designers tend to specialize in certain types of projects and have skills centered around their expertise, whether that be software design, user research, web design, or industrial design. |
Vacuum Forming
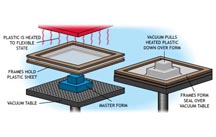 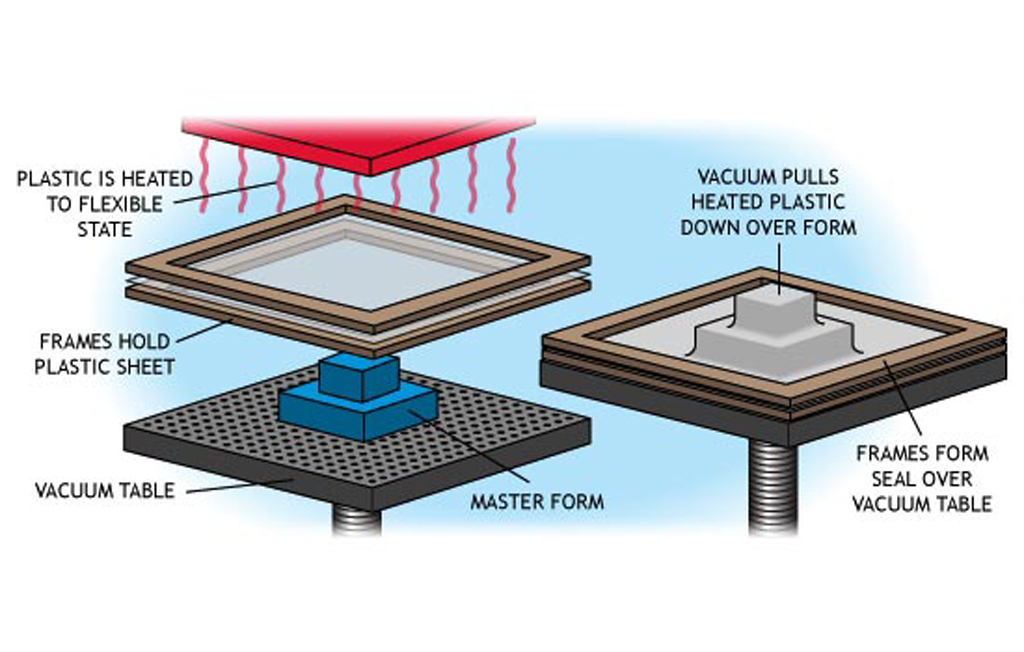 |
Commonly known as vacuumforming, is a simplified version of thermoforming, whereby a sheet of plastic is heated to a forming temperature, stretched onto or into a single-surface mold, and held against the mould by applying a vacuum between the mould surface and the sheet. The vacuum forming process can be used to make most product packaging, speaker casings, and even car dashboards. Vacuum forming is usually, but not always, restricted to forming plastic parts that are rather shallow in depth. A thin sheet is formed into rigid cavities for unit doses of pharmaceuticals and for loose objects that are carded or presented as point-of-purchase items. Thick sheet is formed into permanent objects such as turnpike signs and protective covers. Relatively deep parts can be formed if the form-able sheet is mechanically or pneumatically stretched prior to bringing it in contact with the mold surface and before vacuum is applied. Suitable materials for use in vacuum forming are conventionally thermoplastics. |
Value Engineering (VE)
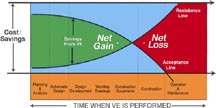 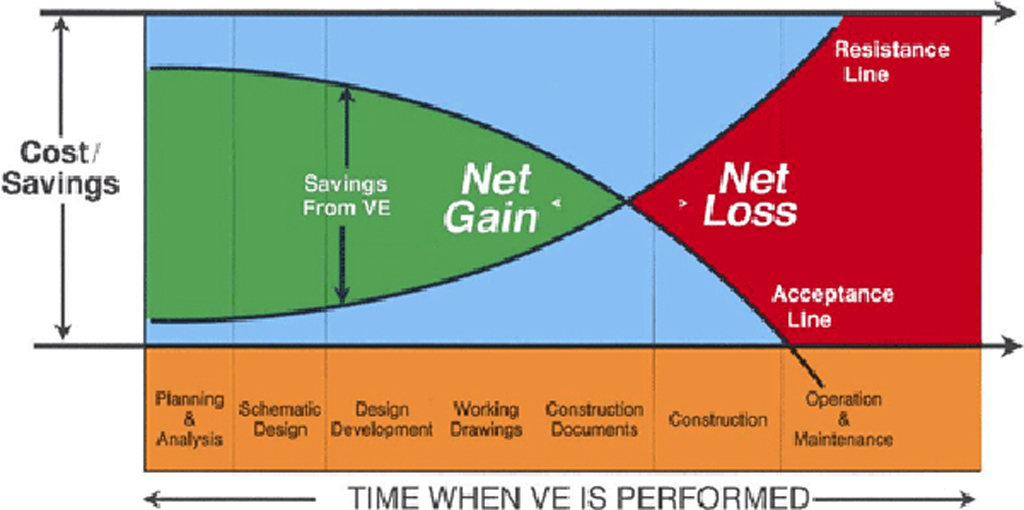 |
A systematic method to improve the "value" of goods or products and services by using an examination of function. Value, as defined, is the ratio of function to cost. Value can therefore be increased by either improving the function or reducing the cost. It is a primary tenet of value engineering that basic functions be preserved and not be reduced as a consequence of pursuing value improvements. Value engineering is sometimes taught within the project management or industrial engineering body of knowledge as a technique in which the value of a system's outputs is optimized by crafting a mix of performance (function) and costs. In most cases this practice identifies and removes unnecessary expenditures, thereby increasing the value for the manufacturer and/or their customers. VE follows a structured thought process that is based exclusively on "function" (i.e. what something "does" not what it is). Value engineering uses rational logic (a unique "how" - "why" questioning technique) and the analysis of function to identify relationships that increase value. It is considered a quantitative method similar to the scientific method, which focuses on hypothesis-conclusion approaches to test relationships, and operations research, which uses model building to identify predictive relationships. |
Value Proposition
  |
A value proposition is a promise of value to be delivered and a belief from the customer of value that will be experienced. A value proposition can apply to an entire organization, or parts thereof, or customer accounts, or products or services. Creating a value proposition is a part of business strategy. Developing a value proposition is based on a review and analysis of the benefits, costs and value that an organization can deliver to its customers, prospective customers, and other constituent groups within and outside the organization. It is also a positioning of value, where Value = Benefits - Cost (cost includes risk). |
Virtual Engineering
  |
Defined as integrating geometric models and related engineering tools such as analysis, simulation, optimization, and decision making tools, etc., within a computer-generated environment that facilitates multidisciplinary collaborative product development. Virtual engineering shares many characteristics with software engineering, such as the ability to obtain many different results through different implementations. A virtual engineering environment provides a user-centered, first-person perspective that enables users to interact with an engineered system naturally and provides users with a wide range of accessible tools. This requires an engineering model that includes the geometry, physics, and any quantitative or qualitative data from the real system. The user should be able to walk through the operating system and observe how it works and how it responds to changes in design, operation, or any other engineering modification. Interaction within the virtual environment should provide an easily understood interface, appropriate to the user's technical background and expertise, that enables the user to explore and discover unexpected but critical details about the system's behavior. Similarly, engineering tools and software should fit naturally into the environment and allow the user to maintain her or his focus on the engineering problem at hand. A key aim of virtual engineering is to engage the human capacity for complex evaluation. |
Virtual Prototyping
  |
A technique in the process of product development that involves using computer-aided design (CAD) and computer-aided engineering (CAE) software to validate a design before committing to making a physical prototype. This is done by creating computer generated geometrical shapes (parts) and either combining them into an "assembly" and testing different mechanical motions, fit and function or just aesthetic appeal. The assembly or individual parts could be opened in CAE software to simulate the behavior of the product in the real world. The product design and development process used to rely primarily on engineers' experience and judgment in producing an initial concept design. A physical prototype was then constructed and tested in order to evaluate its performance. Without any way to evaluate its performance in advance, the initial prototype was highly unlikely to meet expectations. Engineers usually had to re-design the initial concept multiple times to address weaknesses that were revealed in physical testing. |
Voice of the Customer (VoC) Research
  |
A term used to describe the in-depth process of capturing a customer's expectations, preferences and aversions. Specifically, the Voice of the Customer is a market research technique that produces a detailed set of customer wants and needs, organized into a hierarchical structure, and then prioritized in terms of relative importance and satisfaction with current alternatives. Voice of the Customer studies typically consist of both qualitative and quantitative research steps. They are generally conducted at the start of any new product, process, or service design initiative in order to better understand the customer's wants and needs, and as the key input for new product definition, Quality Function Deployment (QFD), and the setting of detailed design specifications. It is critical that the product development core team own and are highly involved in this process. They must be the ones who take the lead in defining the topic, designing the sample (i.e. the types of customers to include), generating the questions for the discussion guide, either conducting or observing and analyzing the interviews, and extracting and processing the needs statements. |
Water Jet Cutting
 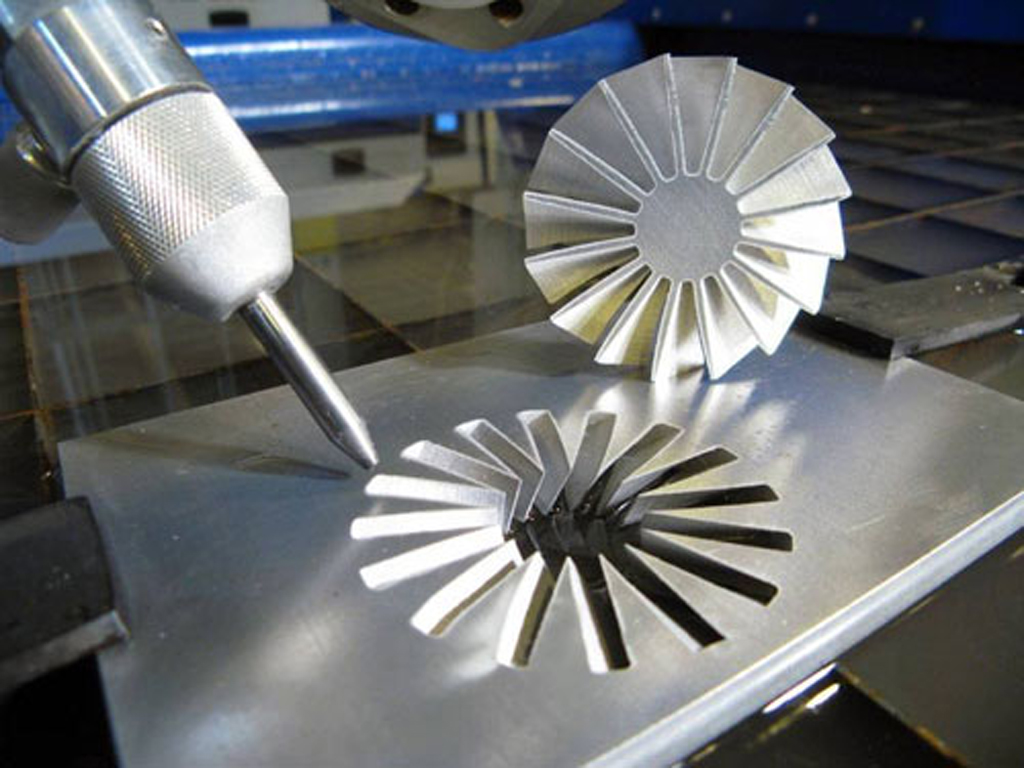 |
A manufacturing method capable of slicing into metal or other materials (such as granite) using a jet of water at high velocity and pressure, or a mixture of water and an abrasive substance. An important benefit of the water jet cutter is the ability to cut material without interfering with the material's inherent structure as there is no "heat-affected zone" or HAZ. Minimizing the effects of heat allows metals to be cut without harming or changing intrinsic properties. Water jet cutters are also capable of producing rather intricate cuts in material. With specialized software and 3-D machining heads, complex 3D shapes can be produced. The kerf, or width, of the cut can be changed by changing parts in the nozzle, as well as the type and size of abrasive. Typical abrasive cuts are made with a kerf in the range of 0.04" to 0.05" (1.016 to 1.27 mm), but can be as narrow as 0.02" (0.508 mm). Non-abrasive cuts are normally 0.007" to 0.013" (0.178 to 0.33 mm), but can be as small as 0.003" (0.076 mm), which is approximately the width of a human hair. These small jets can make very small detail possible in a wide range of applications. Waterjets are capable of attaining accuracy of 0.005" (0.13 mm), and repeatability of 0.001" (0.025 mm). |
Welding
  |
A fabrication or sculptural process that joins materials, usually metals or thermoplastics, by causing coalescence. This is often done by melting the workpieces and adding a filler material to form a pool of molten material (the weld pool) that cools to become a strong joint, with pressure sometimes used in conjunction with heat, or by itself, to produce the weld. This is in contrast with soldering and brazing, which involve melting a lower-melting-point material between the workpieces to form a bond between them, without melting the workpieces. Many different energy sources can be used for welding, including a gas flame, an electric arc, a laser, an electron beam, friction, and ultrasound. While often an industrial process, welding may be performed in many different environments, including open air, under water and in outer space. Welding is a potentially hazardous undertaking and precautions are required to avoid burns, electric shock, vision damage, inhalation of poisonous gases and fumes, and exposure to intense ultraviolet radiation. |
Wet Lab
  |
Also known as a Cadaver Lab, is used commonly utilized during surgical implant development, testing, and surgeon training. Wet-labs allow for evaluating new surgical implants and instuments in the most accurate and realistic environment and is often utilized prior to clinical testing and new commercial product releases. |
Yield Strength (YS)
 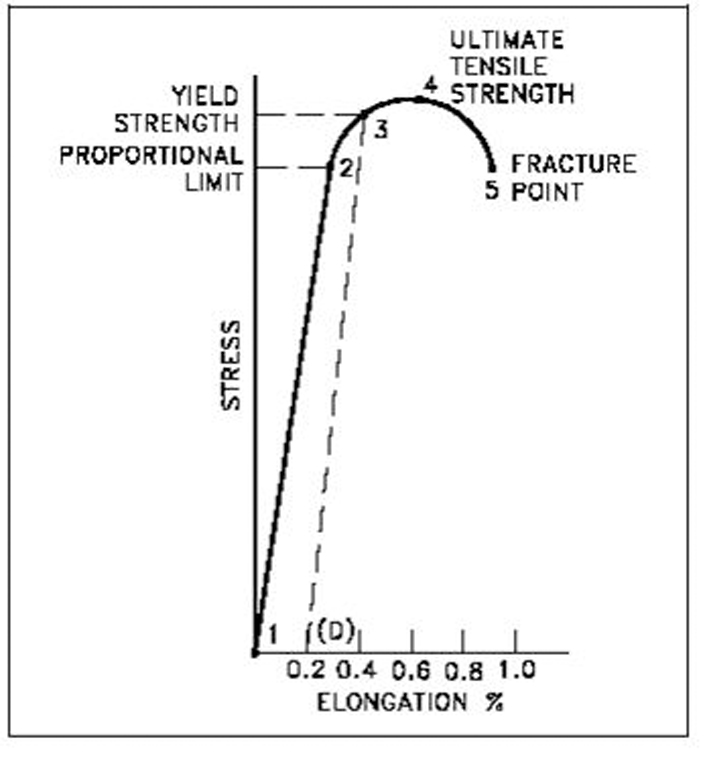 |
Also known as the yield point or elastic limit of a material is defined in engineering and materials science as the stress at which a material begins to deform plastically. Prior to the yield point the material will deform elastically and will return to its original shape when the applied stress is removed. Once the yield point is passed, some fraction of the deformation will be permanent and non-reversible. Knowledge of the yield point of a particular material is vital when designing a component since it generally represents an upper limit to the load that can be applied. It is also important for the control of many materials production techniques such as forging, rolling, or pressing. In structural engineering, this is a soft failure mode which does not normally cause catastrophic failure or ultimate failure unless it accelerates buckling. |
|